

3D打印技术正在通过数字化制造重塑生产逻辑。 从工业齿轮的快速成型、医疗用途的定制骨架,到赛车发动机的轻量化部件,它不断突破制造业的界限。
3D打印模型作为连接设计与生产的纽带,成为验证创意的有效工具。JS 提供涵盖FDM、SLA、SLS、金属打印等工艺的专业3D打印服务,支持从原型开发到小批量生产,助力创新落地。
为什么要信任本指南?JS 在 3D 打印领域的专业基因
在3D打印领域,JS拥有超过10年的实践经验,已成功交付超过5000个来自航空航天、医疗和汽车行业的项目。 我们的团队由材料科学和机械工程领域的专家组成,拥有ISO 9001认证和多项打印技术专利。
例如,我们通过优化喷墨打印参数,为客户将医疗模型的精度提高到±0.01mm,同时将3D打印服务成本降低20%。
深厚的专业知识和权威的认可,确保本指南中的每一条建议都经过实践验证。我们不仅为打印店提供标准化服务,更提供定制化的3D打印模型解决方案,助力客户实现3D打印服务的高效创新。
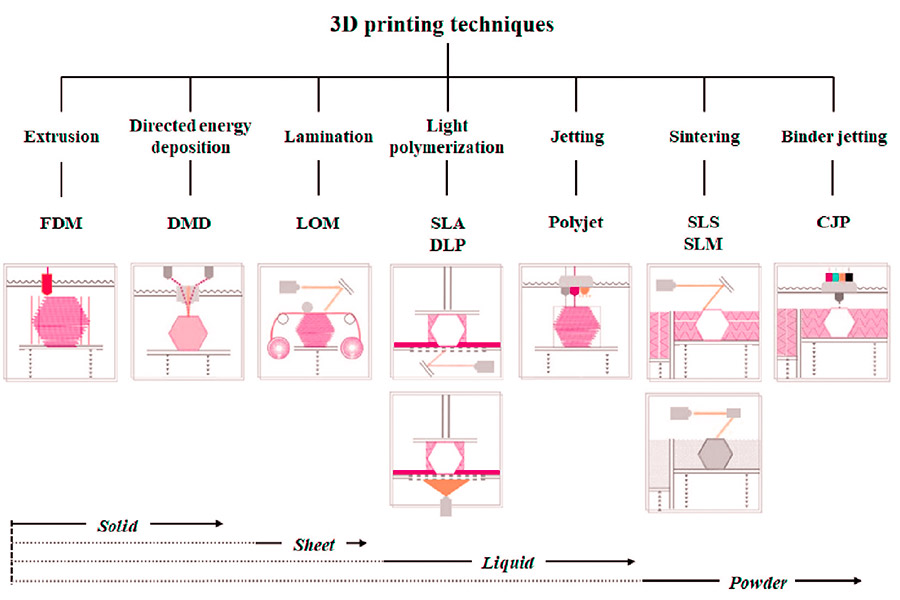
3D打印技术有哪些类型?
1. 熔融沉积成型(FDM)
- 原理:熔融沉积成型,通过加热塑料纤维逐层挤出。
- 特点:成本低,适合快速成型,JS高效的生产流程可以优化其速度。
- 应用:适用于印刷服务中的经济原型制作。
2.立体光刻(SLA)
- 原理:UV固化技术,通过紫外光固化形成液态树脂。
- 特点:精度高(±0.05mm),表面光滑,适合复杂结构,满足JS精密制造要求。
- 应用:常用于 3D 打印模型中的高细节项目。
3. 选择性激光烧结(SLS)
- 工作原理:激光烧结尼龙粉末不需要支撑结构。
- 特点:强度高,适用于功能部件,JS的金属/复合材料兼容性可扩大其应用范围。
- 用途:是印刷车间批量生产功能部件的理想选择。
4. 多射流熔接(MJF)
- 工作原理:喷墨粉末床融合,通过熔化和红外加热逐层固化尼龙粉末。
- 特点:速度快(比SLS快3倍)、细节度高(±0.08mm)、支持功能部件的量产,并可适配JS实现快速生产和成本优化。
- 应用:通过3D打印服务实现快速交付。
5. 选择性激光熔化(SLM)
- 工作原理:用于高端制造的金属粉末激光熔化。
- 特点:精度高(±0.02mm),耐高温,JS的精密加工技术可以进一步提高产品质量。
- 应用:用于航空航天和医疗领域的3D打印。
3D打印技术比较
| 技术类型 | 速度 | 成本 | 材料类型 | 复杂性处理能力 | JS公司相关优势 |
| 频分复用 | 中等的 | 低的 | PLA 和 ABS 等塑料。 | ★★★☆ | 高效的生产流程优化速度。 |
| 服务水平协议 | 快速 (DLP) | 中心 | 感光树脂。 | ★★★★☆ | 高精度匹配JS±0.005mm标准。 |
| SLS | 中等的 | 中心 | 尼龙、TPU等粉末。 | ★★★★☆ | 支持金属/复合材料应用的扩展。 |
| MJF | 速度极快 | 中高 | 尼龙(PA12/PA11)。 | ★★★★★ | 提高批量生产效率,快速交货。 |
| 空间光调制器 | 慢的 | 高的 | 金属粉末(钛、不锈钢)。 | ★★★★★ | 精密加工技术保证了零件的高度复杂度。 |
- 采用MJF技术可在1-2周内实现快速交付,相比传统SLS生产效率提升高达3倍。
- MJF、SLA 和 JS 的 ±0.005mm 精密加工能力相结合,确保组件符合航空航天、医疗等领域的严格标准。
- MJF技术通过批量烧结减少材料浪费,结合JS的工艺优化,平均降低客户成本20%。
FDM打印层厚度对强度有什么影响?
涂层厚度与机械强度的关系
1.涂层越厚,层间结合力越弱
- 在FDM打印中,每一层熔融塑料都需要与前一层完全粘合。 如果层较厚(例如0.3mm以上),层与层之间的接触面积就会减少,这可能会导致粘合力的下降,尤其是当力的方向与层的图案平行时(例如拉伸测试)。
- 优化建议:JS公司针对高承载部件的打印服务默认层厚为0.1-0.2mm,通过增加层间接触面积来提高整体强度。
2. 层越厚,结构越致密
- 较小的层厚,例如0.05mm,可以减少层间间隙,使表面更光滑,内部结构更均匀。 这种密度有助于分散应力,避免局部薄弱环节,从而提高抗冲击性能。
- JS案例:在航空航天部件打印服务中,JS将打印层厚度控制在微米级别,确保部件符合航空航天强度标准。
层厚度对打印方向的影响
- FDM部件的强度是各向异性的,即沿打印方向(Z轴)的强度通常比垂直方向(XY轴)的强度强。 如果加载方向垂直于层,则薄层打印可以降低分层的风险,而厚层打印则可能因薄层之间连接不牢固而断裂。
- 解决方案:JS专业工程团队将根据产品设计要求,推荐最优的打印方向和厚度组合,以最大限度地提高结构强度。
层厚度与材料特性之间的平衡
1.厚层节省材料但牺牲强度
- 厚层打印速度快,耗材少,适合快速成型,但由于层间缺陷,可能强度不足。例如,打印厚度为0.3毫米的ABS塑料时,其拉伸强度可能比厚度为0.1毫米的ABS塑料低15%-20%。
- 成本优化:JS的打印服务采用智能算法,在保证强度的同时,自动推荐最经济的层厚方案,为客户节省30%以上的材料成本。
2. 薄层增加强度但打印时间更长
- 薄层打印虽然可以提高强度,但打印时间明显增加, 例如0.05mm层所需的打印长度是0.3mm层的6倍。
- 打印服务时间保证:JS 使用工业多喷嘴打印机集群,因此即使您选择超薄层,也可以在承诺的 1-2 周内发货。
实际应用中层厚的选择
1.功能部件 vs. 显示部件
- 功能部件(如工具手柄、机械零件):建议层厚0.1-0.2mm,兼顾强度与效率。
- 展示件(如外观模型):可选用0.3mm层厚,降低成本,加快交期。
- 定制服务:JS提供免费技术咨询,根据客户需求动态调整层厚参数。
2.材料特性适配
- PLA/ABS:常规层厚为0.1-0.3mm,薄层可提高细节表现。
- 尼龙/复合材料:建议层厚0.05-0.15mm,以增强韧性。
- 打印服务材料库:JS的打印服务材料库支持超过50种材料,并且每种材料都经过层厚测试,以确保最佳的强度性能。

哪些参数决定了SLA打印分辨率?
影响SLA打印分辨率的核心参数
1. 光源类型和散斑尺寸
- 激光光源:光斑直径一般为10-100微米,适用于珠宝、牙科等高精度3d打印 模型。
- DLP光源:通过数字投影仪投射出一粒光斑,像素大小决定分辨率(例如2K/4K投影为50-100微米)。
- 影响:散斑尺寸越小,X/Y轴细节越好,但打印时间可能会增加。
2. 扫描速度和曝光时间
- 扫描速度越慢,单位面积的曝光能量越高,固化越深;如果扫描太快,固化可能不完全。
- 优化方向:根据模型复杂度动态调整扫描速度(例如降低细节扫描速度)。
3. 层厚度(Z轴分辨率)
- 层厚范围从25到100微米。 层厚越薄,Z轴细节越清晰,但打印时间线性增加。
- 例如,快速成型为 50 微米,精密零件为 25 微米。
4. 树脂性能
- 粘度:低粘度树脂流动性好,容易填充小结构,但固化速度需要平衡。
- 感光性:高感光性树脂对光敏感,低能量即可固化,降低热变形的风险。
5. 模型几何复杂性
- 悬垂结构和孔洞需要额外的支撑或分层策略调整,这可能会以牺牲局部分辨率为代价。
- 优化方法:通过模型切片软件生成自适应支撑结构。
通过正确选择参数组合,3D打印模型可以实现从概念验证到功能原型的精准制造。JS的3D打印服务提供参数优化支持,帮助客户在打印车间实现最佳分辨率。
参数对比及优化建议表
| 参数 | 对分辨率的影响 | 优化方向 | 典型值 |
| 光源类型 | 激光>DLP(相同分辨率下激光精度更高)。 | 对于精密模型,请选择激光;对于大规模生产,请选择 DLP。 | 激光:50μm / DLP:100μm |
| 光斑尺寸 | 光斑越小,细节越清晰。 | 使用高精度激光头或4K DLP投影。 | 50μm(激光) |
| 扫描速度 | 速度越慢,固化越完全。 | 在细微区域降低速度(例如 0.1mm/s),在大面积区域加快速度。 | 50-200毫米/秒 |
| 层厚度 | 层厚度减半,Z轴分辨率提高4倍。 | 对于精密部件使用薄层(25μm),对于速度提高则使用厚层(100μm)。 | 50μm(标准) |
| 树脂粘度 | 低粘度提高了流动性和细节填充能力。 | 使用特殊树脂(例如粘度≤1500cP的透明树脂)。 | 500-2000厘泊 |
| 模型悬垂角度 | 如果角度太小,需要密集支撑,并且阻挡光线会影响固化。 | 避免<45°的悬垂或在设计中添加辅助支撑。 | ≥60°(无支撑) |
通过合理选择参数组合, 3D打印模型可以实现从概念验证到功能原型的精确制造。
哪种打印技术在高温环境下更稳定?
1. 金属材料3D打印(高温环境优先)
SLM/DMLS(选择性激光熔化/烧结)
- 耐热性:钛合金(Ti6Al4V,熔点1668℃)、镍基高温合金(Inconel 718,熔点1390℃)等材料可承受600℃以上的高温。
- 稳定性: 激光将金属粉末逐层熔化,组织致密,抗蠕变能力强。
- 3D打印服务支持:打印店通过优化激光功率、扫描速度和冷却策略来减少残余应力并防止热变形。
2. 陶瓷3D打印技术(耐超高温潜力)
SLA/DLP(光固化陶瓷)
- 耐热性:氧化铝(Al2O3,熔点2050℃)和氧化锆(ZrO2,熔点2700℃)陶瓷可耐1500℃以上的温度。
- 稳定性:陶瓷毛坯需高温烧结(1600℃以上),密度接近理论值,热膨胀系数低。
- 3D打印服务支持:打印机提供从打印到脱脂、烧结等全套服务,确保陶瓷部件无裂纹、尺寸稳定。
3. 高性能工程塑料3D打印
FDM(熔融沉积成型)
- 耐热材料:PEEK(熔点343℃)、ULTEM(熔点335℃)等特殊工程塑料。
- 稳定性:PEEK在260°C下长时间使用后仍能保持强度,但打印温度(280-320°C)和冷却条件需要优化。
- 3D打印服务支持:打印店使用工业级FDM设备(例如Stratasys Fortus系列),并配有恒温器以减少翘曲。
SLS(选择性激光烧结)
- 耐热性:尼龙+玻璃纤维/碳纤维复合材料,短期耐温可达180℃。
- 稳定性:激光烧结致密,但长时间高温下易氧化,需要表面涂层保护。
- 3D打印服务支持:打印店提供材料改性服务(如添加阻燃剂),以提高耐温性。
- 优点:塑料3D打印成本低,周期短,适用于中高温环境(例如汽车进气歧管、电子散热器等)。
高温场景技术选型建议
| 场景温度 | 推荐技术 | 核心优势 | 印刷厂的关键能力 |
| 600-1000℃ | 金属 SLM/DMLS。 | 高强度和抗蠕变性。 | 激光设备、真空环境、热处理。 |
| 1000-1500℃ | 陶瓷 SLA/DLP。 | 超耐高温、耐腐蚀。 | 专用陶瓷材料和高温烧结工艺。 |
| 200-600℃ | PEEK FDM、尼龙 SLS。 | 经济、轻便。 | 工业级设备和材料改性。 |
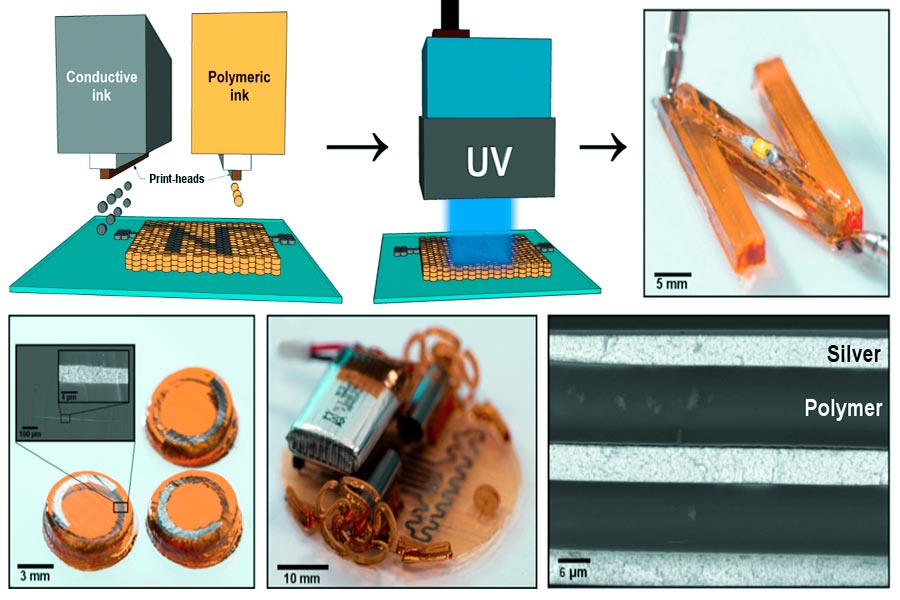
3D喷墨打印如何实现分层堆叠?
喷墨打印技术是通过将液态材料层层叠加来创建三维物体的技术, 其核心在于高精度的喷射和固化控制。 具体实现步骤和关键技术如下:
1. 材料准备:液体培养基的适应
- 感光树脂:最常用的材料,要求固化速度快,粘度稳定性高。
- 支撑材料:用于临时支撑复杂结构的水溶性或可熔性材料。
- 喷墨打印优化:需要通过调整材料的粘度、表面张力等参数来调整喷嘴的喷射精度(通常直径为20-100微米)。
2. 喷墨打印头:精密墨滴喷射
压电驱动或热发泡技术:
- 压电陶瓷:压电陶瓷因电压变化而发生形变,墨腔被压缩,产生微小墨滴。
- 热发泡:对油墨进行局部加热,形成气泡,促进液滴喷射。
- 多喷嘴协作:工业级喷墨打印头集成了数百个喷嘴,实现大面积的一次扫描。
- 分层路径规划:软件将 3D 模型切片为 2D 片段,喷墨头沿着路径喷射多层材料。
3. 逐层堆叠:液滴凝固成型
- 光固化(UV/LED):
- 每喷完一层液态树脂后,立即用紫外线或LED灯进行固化,形成坚固的薄层。
- 精准控制:光强和曝光时间需要与材料的固化特性相匹配(例如SLA/DLP技术)。
- 热固化:某些材料(例如某些尼龙粉末粘合剂)被加热以引发交联反应。
- 多层堆叠:重复喷涂固化过程,直至三维结构完成(层厚通常为20-100微米)。
4. 后处理:强化和表面优化
- 支撑结构去除:溶解或熔化临时支撑材料。
- 表面处理:研磨、打磨或化学抛光以消除台阶效应。
- 后期维护:某些材料需要二次固化以提高机械性能。
复杂3D打印模型的支撑材料如何选择?
1. 结构适应性原则
悬垂结构(>45°):
- PVA/HIPS:可溶性支架,可用于水溶性或溶剂去除。
- 例如:在斜桥的 3D 模型打印中,可以通过水溶性去除 PVA 支撑,以防止工具损坏细节。
桥梁结构(大跨度):
- ABS/尼龙支撑杆:耐高温,打印过程中不易断裂(如机械臂模型)。
- 例如,在 3D 模型打印中打印网格时,HIPS 支撑可以承受高温,以防止打印过程中破损。
2. 物料的配比和分离
易剥离组合:
- PLA+PVA:低粘附性,表面光滑。
- 例: 3D模型打印透明树脂模型与PVA支撑匹配,溶于水无残留。
化学溶解组合:
ABS+HIPS:需要柠檬酸溶解支架,适用于齿轮部件等复杂的内部零件。
3. 实际性能要求
- 热场景: 陶瓷/金属支撑:耐高温(例如钛合金印刷)需要机械剥离。
- 收缩控制: 支撑材料的材料收缩率要与模型材料(例如PETG+PETG支撑)的材料收缩率更接近。
4. 后处理效率
快速移除:
- 水溶性(PVA):适合中小尺寸印刷,缩短后处理时间(中小尺寸优先)。
- 手动剥离(TPU):成本低但需要精细处理。
环保计划: 建议选择可生物降解的支架(如PBDE类生物降解材料),减少废液处理成本。
5. 打印机适配
FDM设备:
- 共担:PLA/PVA/HIPS,优化分离效果,通过调节喷嘴温度来优化分离。
- 示例:使用 HIPS 支撑、丙酮蒸汽光滑表面打印空心球的 3D 模型。
SLA/DLP设备:
- 采用可溶性树脂支撑,经紫外光固化后直接浸泡去除。
- 例如,当3D 模型打印精密齿轮时,树脂支撑可保留微观细节。
JS 能否通过多材料 3D 打印实现功能梯度组件?
1. 多材料打印技术支持
JS的3D打印服务包括MJF和复合金属/陶瓷打印技术,可以在同一打印过程中切换不同的材料(例如金属陶瓷、碳化物聚合物),实现材料成分的连续或分段梯度变化。
2. 材料相容性与梯度设计
通过JS的3D打印服务,客户可以选择多种材料组合,包括金属、陶瓷和复合材料,并自由设计功能梯度部件的微观结构(例如耐磨层+基底层)。
3. 流程优化与性能保证
JS工业级设备支持厚度控制(±0.005mm)和温度管理,确保不同材料间界面结合强度均匀、梯度过渡,满足高温、高压等极端工况。
4. 定制解决方案
对于航空航天、医疗器械等领域, JS团队可以提供从材料选择、梯度结构设计到再加工的全方位服务,例如:
- 航空航天发动机零件:钛合金基体梯度结构+陶瓷热障涂层。
- 骨科植入物:金属骨骼仿生设计+生物活性陶瓷涂层。
概括
3D打印作为一种颠覆性技术,凭借其多样化的工艺类型(例如FDM、SLA、金属打印等)和广泛的应用场景(从工业制造到医疗创新),持续推动制造业的变革。
无论是复杂功能梯度部件的高效生产,还是定制模型的快速迭代,3D打印服务都展现出无可替代的灵活性和经济性。 以JS为代表的技术服务商通过整合多材料打印、精准工艺控制和全产业链支持,进一步降低了技术门槛,使企业能够专注于设计创新和价值创造。

免责声明
本页内容仅供参考。JS系列信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过龙盛网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方应自行承担责任。索取零件报价明确这些部分的具体要求。请联系我们了解更多信息。
JS团队
JS是一家专注于定制制造解决方案的行业领先公司。我们拥有超过20年的经验,服务超过5,000家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压等一站式制造服务。
我们的工厂配备了超过100台先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家的客户提供快速、高效、高品质的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的速度在24小时内交付,满足您的需求。选择JS科技,意味着选择高效、品质和专业。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
常见问题解答
1.SLS打印需要支撑吗?
SLS打印通常无需支撑。 未烧结的尼龙粉末会自然包裹模型,避免在空中塌陷。 只有少数复杂的设计才需要少量的辅助支撑,这大大简化了后处理过程。
2.哪种技术适合打印透明部件?
SLA技术适用于打印透明部件。 该技术采用光敏树脂,在紫外光照射下固化。 打印表面光滑透明。 适用于制作高精度透明模型(例如光学部件)。
3.FDM的层厚有什么影响?
FDM层的厚度会影响表面光滑度、打印时间和打印强度。 层越厚,图案越清晰,打印速度越快,但强度可能会降低。
4.3D打印可以制造多大的零件?
工业级3D打印设备可以制造数米的大型部件(例如航空航天部件),而桌面设备通常限制在几十厘米以内,适用于制作小型模型或原型。
资源

