

Надежные услуги по токарной и фрезерной обработке на станках с ЧПУ имеют решающее значение для успеха проекта.
В то время как имплантат сустава из титанового сплава размером меньше кончика пальца должен иметь зеркально гладкую поверхность и прочность, превосходящую человеческую кость, сложная система терморегулирования в корпусе из алюминиевого сплава для электромобиля следующего поколения должна иметь сложную внутреннюю сеть каналов для жидкости и точный внешний монтажный интерфейс.
Эти изделия не с двух разных заводов , а представляют собой широкий спектр услуг, предоставляемых современными станками с ЧПУ для токарной и фрезерной обработки.
Я понимаю, с какими трудностями вы сталкиваетесь в области выбора, процессов и контроля качества, работая старшим инженером в JS Precision. Это руководство покажет вам, как освоить эту ключевую технологию высокоточного производства, гарантируя, что каждая деталь — от единичного прототипа до миллионов произведенных единиц — идеально соответствует вашим проектным замыслам.
Рисунок 1: Показан процесс токарной обработки на станке с ЧПУ.
Основная таблица ответов
| Ключевые соображения | Стратегия развития основных технологий | Уникальные преимущества, предлагаемые компанией JS Precision. |
| Выбор поставщика услуг и подбор подходящих возможностей | Оцените разнообразие оборудования (многоосевое), глубину обработки (токарная и фрезерная обработка в комплексе) и систему качества. | Мы являемся поставщиком полного спектра услуг, предоставляющим комплексные услуги по токарной и фрезерной обработке на станках с ЧПУ, от 3-осевой до 5-осевой обработки , от прототипов до масштабов производства в миллион экземпляров. |
| Достижение точности и качества | Контролируйте основные параметры процесса токарной обработки на станках с ЧПУ: станки, режущие инструменты, параметры и охлаждение. | Благодаря использованию высокоточного оборудования, строгой базы данных технологических процессов и контролю качества на уровне микронов , мы обеспечим точность обработки деталей, изготовленных методом токарной обработки. |
| Оптимизация эффективности и затрат | Разработка специализированных технологических процессов и цепочек поставок для производства высокоточных токарных деталей в больших объемах. | Крупномасштабное производство, анализ экономической эффективности и оперативное реагирование на локальные задачи позволяют нам достичь оптимальной общей стоимости для проектов по обработке материалов на станках с ЧПУ в больших объемах. |
Основные выводы:
- Выбор партнеров важнее, чем сравнение цен: отличный поставщик услуг по токарной и фрезерной обработке на станках с ЧПУ должен уметь оказывать поддержку в проектировании и изготовлении с учетом технологичности производства (DFM), что является краеугольным камнем успеха проекта.
- Точность — это результат работы всей системы: качество процесса токарной обработки на станках с ЧПУ зависит от синергии между станками, режущими инструментами, технологическими процессами и материалами, а не от какого-либо одного фактора.
- Оптимизация количества осей: услуги пятиосевого фрезерования с ЧПУ позволяют выполнять самые сложные операции обработки за одну установку . Это само по себе является ключом к повышению точности и сокращению сроков выполнения работ.
- Материалы определяют пределы производительности: от медицинского полиэфирэфиркетона (PEEK) до высокопрочных титановых сплавов, выбор материала напрямую определяет потолок применения прецизионных токарных деталей .
- Серийное производство — это профессия: изготовление высокоточных токарных деталей в больших объемах требует иного подхода, чем прототипирование. Ключевые вопросы — время цикла и стабильность.
JS Precision: Услуги по токарной и фрезерной обработке на станках с ЧПУ для изготовления сложных деталей.
За 15 лет с момента основания компания JS Precision сосредоточила свои усилия на услугах по токарной и фрезерной обработке на станках с ЧПУ, включая изготовление сложных прецизионных деталей на заказ и серийное производство.
Мы обслуживали пять требовательных отраслей, включая медицинскую, аэрокосмическую, автомобильную, электронную и производство промышленного оборудования, выполнили более 100 000 проектов и изготовили более 500 миллионов прецизионных токарных деталей.
Наше оборудование включает более 50 комплектов современного обрабатывающего оборудования, в том числе двухшпиндельные фрезерно-токарные центры и пятиосевые обрабатывающие центры от всемирно известных производителей, таких как DMG MORI и Haas, что позволяет удовлетворить любые потребности, от простой токарной обработки до пятисторонней обработки. Контроль допусков всегда осуществляется в пределах ±0,005 мм.
Мы завершили пятиосевую обработку деталей из титанового сплава Ti6Al4V для клиентов из аэрокосмической отрасли и осуществили серийное производство миллионов прецизионных сердечников насосов из нержавеющей стали для медицинской промышленности. Мы также получили различные авторитетные сертификаты, такие как ISO9001 и ISO13485.
Данное руководство является воплощением практического опыта нашей команды, накопленного за более чем 10 000 сложных проектов. Ключевые моменты, которые оно предлагает, от прототипа до серийного производства, — это гарантия, которой вы можете полностью доверять.
Хотите узнать, как услуги токарной и фрезерной обработки на станках с ЧПУ от JS Precision могут адаптироваться к вашим сложным требованиям к деталям? Просто предоставьте чертежи деталей и требования к обработке, и мы предоставим вам бесплатное коммерческое предложение с индивидуальным технологическим решением, а также примеры выполненных ранее проектов для вашего ознакомления.
Каковы основные критерии выбора высококачественных услуг по токарной и фрезерной обработке на станках с ЧПУ?
При выборе услуг по токарной и фрезерной обработке на станках с ЧПУ необходима всесторонняя оценка по трем параметрам: технология, качество и сотрудничество . Это напрямую повлияет на точность деталей, стабильность поставок и долгосрочную ценность сотрудничества.
Глубина и широта технических возможностей:
Истинная сила компании заключается в диверсифицированном портфеле оборудования. JS Precision располагает полным спектром станков с ЧПУ , от трех- до пятиосевых, включая многоосевые фрезерные и токарные системы, охватывающие все требования к обработке — от простых валов до сложных деталей с изогнутыми поверхностями. Все это оборудование поставляется лучшими международными брендами отрасли.
Надежность системы обеспечения качества:
Надежность услуг по токарной и фрезерной обработке на станках с ЧПУ в значительной степени зависит от комплексных процессов контроля качества. Мы сертифицированы по стандартам ISO9001 и ISO13485 , проводим первичный контроль качества, мониторинг процесса в режиме реального времени и составляем отчеты об измерениях на координатно-измерительной машине (КИМ) после окончательной поставки, чтобы обеспечить единообразие и прослеживаемость деталей без проблем с качеством партий.
Возможности инженерной поддержки и сотрудничества:
В этапе проектирования должен участвовать качественный поставщик услуг. Инженерная команда JS Precision предлагает профессиональный анализ DFM (проектирование для производства), обеспечивая оптимизацию конструкции детали, допусков и выбора материалов для повышения технологичности и снижения затрат, а также предотвращения дефектов при последующей обработке.

Рисунок 2: При выборе услуг по обработке на станках с ЧПУ следует учитывать, обладает ли поставщик профессиональными знаниями в области инновационных технологий ЧПУ и квалифицированной командой механиков.
Какие переменные оказывают наибольшее влияние на качество процесса токарной обработки на станках с ЧПУ?
Качество процесса токарной обработки на станках с ЧПУ определяется несколькими ключевыми переменными. Фактически, игнорирование любого из этапов может привести к отклонениям в размерах или некачественной обработке поверхности. Для изготовления высококачественных прецизионных токарных деталей необходимо критически точно контролировать все эти параметры.
Внутренние возможности станков:
Станки составляют саму основу всего процесса токарной обработки на станках с ЧПУ. Жесткость шпинделя, точность направляющих, термостойкость и сама система ЧПУ устанавливают верхний предел точности .
Станок JS Precision обеспечивает биение шпинделя в пределах 0,002 мм . Благодаря высокоточным направляющим и конкурентоспособной системе ЧПУ он компенсирует вибрацию и термическую деформацию, гарантируя стабильную точность обработки деталей.
"Танец" инструментов и процессов:
В основе процесса токарной обработки на станках с ЧПУ лежит подбор инструмента в соответствии с параметрами траектории резания. Материал и покрытие инструмента соответствуют материалу заготовки, а соответствующая скорость резания, подача и глубина резания определяются путем тестирования для получения наилучшего качества поверхности при сохранении эффективности.
Скрытое влияние материалов и охлаждения:
В процессе корректировки стратегии обработки различные материалы обладают совершенно разными режущими характеристиками. Поэтому, при самом тщательном выборе и применении , охлаждающие жидкости помогают снизить температуру во время резания, удалить стружку, предотвратить деформацию заготовки и износ инструмента, а также обеспечить стабильность размеров и целостность поверхности прецизионных токарных деталей.
Беспокоитесь о потенциальных проблемах с качеством в процессе токарной обработки на станках с ЧПУ? Просто загрузите чертежи деталей и укажите «Диагностика процесса», и мы бесплатно проанализируем ключевые переменные, оказывающие наибольшее влияние на качество прецизионных токарных деталей — решения по оптимизации процесса помогают снизить риски обработки.

Рисунок 3: Изготовление прецизионных токарных деталей является результатом идеального сочетания оборудования, процессов, материалов, технологий и многих других факторов.
Трехосевая, четырехосевая или пятиосевая обработка? Подберите оптимальный сервис фрезерования с ЧПУ для вашего проекта.
Различные конструкции деталей и требования к обработке требуют выбора соответствующих услуг фрезерования на станках с ЧПУ. Правильный выбор метода обработки позволяет максимизировать эффективность, снизить затраты и обеспечить качество .
Трехосевая обработка: краеугольный камень универсальности и экономичности.
Трехосевая обработка — наиболее распространенный вид фрезерования на станках с ЧПУ, который позволяет обрабатывать большинство пластинчатых и блочных деталей, придавая им 2,5D-контуры и полости. Она проста в эксплуатации и экономична, поэтому является предпочтительным выбором для тех, кому важна универсальность и экономичность.
Четырехосевая обработка: раскрытие творческого потенциала при обработке цилиндрических поверхностей.
Четырехосевая обработка, помимо осей X, Y и Z, включает в себя и вращательную ось, что делает ее более гибкой . Она подходит для обработки элементов на боковых поверхностях цилиндров, таких как канавки, отверстия или кулачки, а также для вырезания непрерывных контуров с целью уменьшения зажима и повышения эффективности и точности.
Пятиосевая одновременная обработка: идеальное решение для обработки сложных поверхностей.
Пятиосевая одновременная обработка — это высокотехнологичная услуга фрезерования с ЧПУ , объединяющая пять осей, движущихся одновременно, при этом однократное зажимание позволяет изготавливать такие детали, как сложные специальные поверхности, рабочие колеса и медицинские имплантаты, избегая нескольких операций зажимания, что снижает погрешности и значительно повышает точность и эффективность.
Не уверены, какой вид фрезерной обработки на станках с ЧПУ подойдет для вашего проекта? Просто сообщите нам геометрические характеристики, требования к точности и объем производства деталей, и наши инженеры проведут бесплатную оценку процесса, чтобы порекомендовать наиболее экономичное решение по обработке, позволяющее найти оптимальный баланс между эффективностью и стоимостью.
От чертежей к реальности: какие материалы позволяют добиться высочайшей точности при токарной обработке деталей?
Разнообразие материалов напрямую влияет на характеристики, сложность обработки и стоимость прецизионных токарных деталей. Поэтому для изготовления высокоточных деталей необходимо выбирать соответствующие материалы в зависимости от сценария применения и требований.
Семейство металлических материалов
Наиболее распространенными металлическими материалами, используемыми в прецизионных токарных деталях, являются: алюминиевые сплавы, такие как 7075, нержавеющие стали, такие как 304/316, инструментальная сталь, титановый сплав Ti6Al4V и высокотемпературные сплавы, такие как инконель. Алюминиевый сплав 7075 отличается легкостью и высокой прочностью, нержавеющая сталь коррозионностойка, титановые сплавы обладают хорошей биосовместимостью, а высокотемпературные сплавы устойчивы к экстремальным условиям.
Неметаллы и передовые материалы
Высокоэффективные конструкционные пластики (PEEK, ULTEM), композитные материалы и специальная керамика также являются важными вариантами. PEEK обладает хорошей термостойкостью и биосовместимостью, ULTEM – высокой прочностью и химической стойкостью, композитные материалы – малым весом и высокой прочностью, а специальная керамика – высокой твердостью и хорошей износостойкостью, но для всех них требуются специализированные технологические процессы.
От лаборатории к производственной линии: стратегическая трансформация производства высокоточных токарных деталей в больших объемах.
Для достижения стабильного и эффективного массового производства, от прототипирования до серийного выпуска прецизионных токарных деталей , необходима комплексная стратегическая трансформация в производственных процессах, контроле качества, цепочке поставок и других аспектах.
Консолидация и оптимизация процессов
Технологические процессы, используемые в прототипах, отличаются высокой гибкостью, однако для массового производства требуются стандартизированные процессы. Мы объединяем эффективные процессы, оптимизируем параметры резки, разрабатываем специальные приспособления и используем многошпиндельные токарные станки, чтобы упростить сложные процессы и преобразовать их в циклический производственный поток, что повышает эффективность и снижает себестоимость единицы продукции.
Смена парадигмы в контроле качества.
Высокопроизводительная обработка на станках с ЧПУ требует кардинального перехода от полного контроля к выборочному контролю качества на основе статистического контроля процессов (SPC) . Мы разработали систему прогнозирующего мониторинга качества для сбора данных об обработке в режиме реального времени, анализа тенденций ее колебаний и раннего предупреждения о возможных проблемах, что обеспечивает долговременную стабильность высокоточных токарных деталей, обрабатываемых в больших объемах.
Сотрудничество в сфере цепочки поставок и логистики
В цепочке поставок предъявляются чрезвычайно высокие требования к поставке высокоточных токарных деталей в больших объемах. Мы внедряем модель производства «точно в срок» и систему управления запасами поставщиками (VMI) , заключаем долгосрочные соглашения с поставщиками сырья для обеспечения поставок, оптимизируем логистические решения и осуществляем доставку точно в соответствии с производственными планами заказчика.
Как оптимизировать экономическую эффективность крупносерийных проектов по обработке на станках с ЧПУ?
В этом крупномасштабном проекте по обработке на станках с ЧПУ контроль затрат имеет первостепенное значение. Комплексная оптимизация с точки зрения проектирования, процесса и стоимости позволит значительно повысить рентабельность продукции, обеспечив при этом сохранение ее качества.
Оптимизация затрат на этапе проектирования:
Не влияя на функциональность, наши инженеры тесно сотрудничают с клиентами, чтобы значительно повысить эффективность обработки и снизить затраты за счет незначительных изменений конструкции, таких как стандартизированные скругления, смягчение некритических допусков и упрощение сложных конструкций.
Бережливое производство:
Бережливое производство устраняет потери и повышает эффективность крупносерийной обработки на станках с ЧПУ . Мы изолируем и устраняем неэффективные процессы, такие как ожидание, обработка и избыточная обработка, внедряя автоматизированную загрузку и разгрузку, централизованное планирование и повышая общую эффективность использования оборудования.
Перспектива совокупной стоимости владения:
Оптимизация затрат не может ограничиваться только себестоимостью обработки одной единицы продукции; она должна учитывать общую стоимость владения, включая логистику, запасы и риски, связанные с качеством . Мы предлагаем оптимальные комплексные решения за счет оптимизации цепочки поставок, внедрения системы управления запасами поставщиками (VMI) и повышения стабильности качества.
Ответ в течение 48 часов, снижение затрат на 35%: JS Precision помогает медицинским компаниям стабилизировать производство миллионных партий высокоточных насосных сердечников.
Фон:
Крупнейшая европейская компания по производству медицинского оборудования ежегодно нуждается в миллионах прецизионных токарных деталей для своего основного продукта — сердечников прецизионных насосов из нержавеющей стали.
Эти детали являются основными компонентами для доставки лекарственных препаратов в медицинских устройствах. Из-за возросших затрат и географических факторов первоначальный европейский поставщик столкнулся с задержками поставок в 15% , что серьезно повлияло на производство заказчика.
Проблемы:
Допуск детали ±0,008 мм, шероховатость поверхности Ra0,4, требуется асептическая очистка и упаковка, качество без дефектов, оптимизация затрат и бесперебойный переход цепочки поставок без перерывов в производстве.
JS Precision Solution:
1. Ключевой прорыв заключается в реинжиниринге процессов.
Инженерная команда JS Precision модернизировала первоначальный процесс " токарной обработки одной детали + многопроходного фрезерования " с помощью анализа DFM, превратив его в операцию с одним зажимом, используя импортный двухшпиндельный токарно-фрезерный центр DMG MORI, что позволило сократить время цикла на 50% за счет уменьшения ошибок зажима.
2. Внедрение системы массового производства обеспечивает стабильность.
Для проекта была создана специализированная производственная линия, включающая автоматическую проверку качества и мониторинг статистического контроля процессов в реальном времени , разработку модели управления запасами на основе системы VMI и организацию складского пункта рядом с азиатским сборочным центром заказчика для точной еженедельной поставки.
3. Локализованное реагирование на чрезвычайные ситуации развеивает опасения.
Учитывая преимущества местной цепочки поставок в Китае, был создан экстренный канал для пополнения запасов инструментов и вспомогательных материалов, а также сформирована профессиональная проектная группа со владеющими двумя языками специалистами для проведения еженедельных видеоконференций и предоставления ответов на технические запросы в течение 48 часов.
Результаты:
За 6 месяцев удалось нарастить объемы серийного производства, снизить себестоимость единицы продукции на 35%, обеспечить 99,8% своевременной поставки, 100% соответствие стандартам и полностью выполнить требования стандарта ISO 13485:2016 по системе управления качеством медицинских изделий. Заказчик успешно минимизировал риски в цепочке поставок в азиатском регионе и теперь планирует передать JS Precision производство большего количества высокоточных токарных деталей в больших объемах.
Вам необходимо массовое производство миллионов прецизионных токарных деталей? Позвоните нам прямо сейчас. Сообщите нам ваши требования к деталям и производственный план, и мы предоставим бесплатный анализ целесообразности массового производства и смету, которые помогут вам снизить затраты и повысить эффективность.
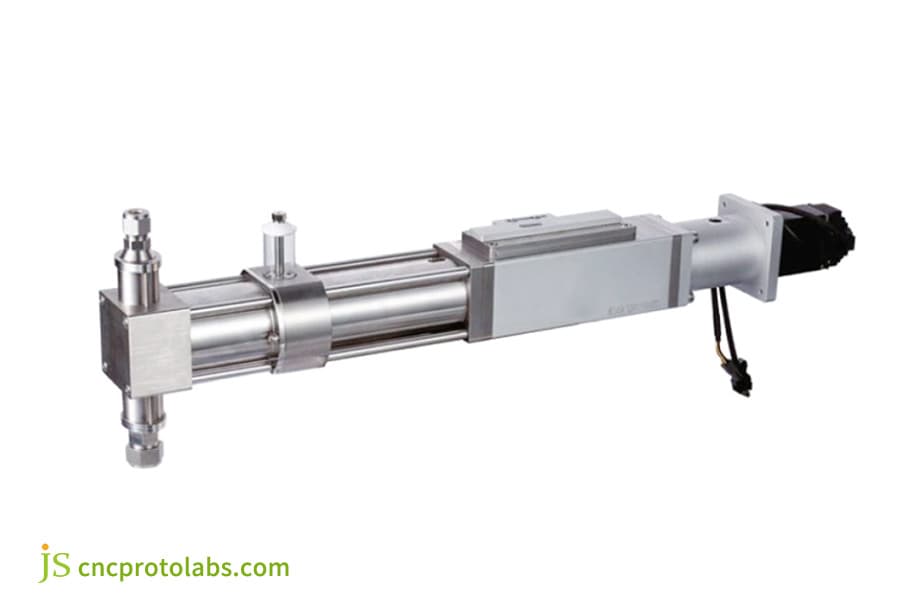
Рисунок 4: прецизионный дозирующий насос
Почему услуги фрезерования с ЧПУ рядом со мной являются вашим стратегическим преимуществом в Китае?
В этом отношении выбор услуг фрезерования на станках с ЧПУ в Китае, в частности, сотрудничество с компанией JS Precision , может принести вашему глобально ориентированному бизнесу следующие стратегические преимущества. Они проявляются не только в более высоком уровне коммуникации, гибкости и глубине сотрудничества, но и выходят далеко за рамки простой экономии затрат.
Бесперебойная связь и синхронное развитие
Выбрав JS Precision, вы получаете команду инженеров, работающих в режиме, не зависящем от времени, в самом центре вашей цепочки поставок в Азиатско-Тихоокеанском регионе. Рабочее время совпадает с графиком основных мировых рынков, что позволяет проводить звонки в режиме реального времени, вносить изменения в чертежи и проводить видеоконференции. Обеспечивается быстрое реагирование как на этапах прототипирования, так и на этапах массового производства, что гарантирует эффективные и точные итерации.
Максимальная гибкость в самом центре производственной экосистемы.
Китай является мировым центром производства. Развивая цепочку поставок на местном уровне, компания JS Precision оперативно закупает сырье и комплектующие. Доставка образцов осуществляется на 30% быстрее, чем в Европе и Америке, что позволяет оперативно реагировать на увеличение заказов и корректировку производственных процессов, обеспечивая тем самым беспрецедентную гибкость.
Партнер по глубокому сотрудничеству, выходящий за рамки поставщиков.
Понимая международные стандарты и требования соответствия в отрасли, мы обеспечиваем прозрачное двуязычное управление проектами , регулярные отчеты о ходе работ, а также предлагаем упреждающие рекомендации по оптимизации производства для снижения затрат и повышения эффективности процесса.
Вам нужны эффективные услуги фрезерования на станках с ЧПУ рядом с вами ? Заполните требования к вашему проекту и контактные данные, и мы немедленно назначим вам менеджера по работе с клиентами, а также предложим бесплатные решения по оптимизации цепочки поставок в Китае, чтобы повысить конкурентоспособность вашего бизнеса.
Часто задаваемые вопросы
В1: Каков минимальный объем заказа?
У нас нет жестких ограничений по минимальному объему заказа . От одного прототипа до миллионов единиц серийного производства — мы поддерживаем каждый заказ, независимо от того, находитесь ли вы на этапе разработки проекта или серийного производства.
В2: Следует ли одновременно с предоставлением услуг по обработке на станках с ЧПУ обеспечивать поддержку методов сборки или обработки поверхности?
Да, мы предоставляем полный спектр услуг . Помимо фрезерования и токарной обработки на станках с ЧПУ, мы выполняем обработку поверхностей, включая анодирование, гальваническое покрытие, пескоструйную обработку и пассивацию, а также сборку деталей и услуги по индивидуальной упаковке, что значительно упрощает управление вашей цепочкой поставок.
В3: Всегда ли 5-осевая обработка дороже, чем 3-осевая?
Не обязательно . Для сложных криволинейных поверхностей и деталей, изготавливаемых в несколько этапов, может использоваться 5-осевая обработка, что позволяет сократить количество переналадок и оптимизировать процесс. Мы предложим наиболее экономичное решение по фрезерованию на станках с ЧПУ, соответствующее геометрии вашей детали и объему производства.
Вопрос 4: Как обеспечить абсолютную однородность деталей при массовом производстве?
Благодаря использованию высокоточных станков, стандартных операционных процедур для каждой операции, периодического планирования замены инструмента и строгой системы статистического контроля процессов (SPC), которая отслеживает производственный процесс в режиме реального времени, мы можем обеспечить долгосрочную стабильность качества высокоточных токарных деталей в больших объемах .
В5: Сколько времени пройдет с момента запроса до получения ценового предложения?
В случаях стандартных требований, когда чертеж понятен, а технические характеристики четко определены, мы обычно предоставляем предварительную смету в течение 24 часов . Для деталей, имеющих сложные конструкции, требующие оценки технологического процесса, время подготовки сметы составляет 1-2 рабочих дня , что гарантирует точность.
В6: Каков минимальный срок поставки прототипов?
Простые прототипные детали могут быть доставлены в течение 3-5 рабочих дней после получения ваших чертежей и подтверждения заказа. Для срочных проектов мы открываем ускоренный процесс, выделяем ресурсы на приоритетное производство и сокращаем сроки поставки.
В7: Как вы защищаете мою интеллектуальную собственность в области дизайна?
Вместе с клиентами мы подпишем строгое соглашение о конфиденциальности, зашифруем и будем управлять чертежами и техническими данными клиентов, изолируем проекты разных клиентов физически и в производственных системах, чтобы обеспечить безопасность вашей интеллектуальной собственности в области дизайна на протяжении всего процесса.
В8: Каков процесс обработки проблем качества?
Мы используем подход 8D к решению проблем . Сначала мы изолируем проблемный продукт, чтобы избежать дальнейшего усугубления ситуации, затем организуем профессиональную команду для анализа первопричин. Быстро внедряем корректирующие и превентивные меры и предоставляем клиенту полный отчет, гарантирующий устранение проблемы.
Заключение
В сущности, производство прецизионных деталей — это сложная задача, требующая поиска оптимального баланса между точностью, эффективностью и стоимостью , и в этом случае надежные услуги по токарной и фрезерной обработке на станках с ЧПУ играют решающую роль.
JS Precision — ваш стратегический партнер в Китае. Передовые технологии токарной и фрезерной обработки с ЧПУ, а также бесперебойное международное сотрудничество в рамках проектов гарантируют эффективную и точную реализацию ваших проектов от чертежа до серийного производства.
Примите незамедлительные меры и получите профессиональную помощь от специалистов из ключевого подразделения высокоточного производства:
Отправьте нам чертежи деталей или требования, и мы проведем профессиональный анализ технологической осуществимости производства, а также предоставим конкурентное ценовое предложение в течение 24 часов. Свяжитесь с JS Precision сегодня , чтобы сделать высокоточное производство проще и надежнее.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com

