

Детали для обработки с ЧПУ широко используются в автомобильной электронике, компонентах аэрокосмической промышленности и промышленном оборудовании, например, в прецизионных зенковках, закрепляющих корпуса автомобильных датчиков, или винтах с потайной головкой, крепящих аэрокосмические панели.
В сфере производства, когда производятся тысячи деталей, обрабатываемых на станках с ЧПУ, незначительный дефект зенковки или цековки, например отклонение угла, несоответствие глубины или заусенцы , может привести к остановке сборочной линии, снижению надежности изделия и возникновению скрытых затрат.
Это лакмусовая бумажка глубины процесса и возможностей управления для производителя, когда ваш проект переходит от прототипирования к крупносерийной обработке на станках с ЧПУ, поэтому он может гарантировать идеальную согласованность этих критически важных функций.
Ниже приведена статья, в которой исследуются общие коренные причины дефектов зенковки/цековки в массовом производстве, а также предлагаются решения на всех этапах : от проектирования до оснастки, контроля затрат и обеспечения стабильности качества. Ниже приведены причины, по которым ведущие мировые компании сотрудничают с JS Precision для достижения масштабируемого совершенства в области точной обработки с ЧПУ.
Ключевое резюме ответов
| Общие проблемы | Коренные причины | Интегрированное решение JS Precision |
| Несоответствие угла зенковки/глубины | Износ инструмента, ошибка зажима и/или отсутствие контроля процесса. | Специальная библиотека инструментов, основанная на материалах и параметрах, управление сроком службы инструмента в режиме реального времени и отбор проб для онлайн-проверки вместе гарантируют стабильное качество нескольких тысяч деталей. |
| Заусенцы и остатки на отверстии | Острые кромки инструмента, плохое удаление стружки и неправильная стратегия. | За счет использования высокоточных инструментов для снятия фаски и оптимизированных параметров резания в сочетании со специальными процессами удаления заусенцев достигается качество поверхности «обработка завершена» . |
| Неконтролируемые расходы в массовом производстве | Сосредоточьтесь только на времени обработки каждой детали и игнорируйте расход инструмента, процент брака и затраты на контроль. | Обеспечьте оптимизацию DFM для упрощения функции, порекомендуйте эффективную стратегию инструментов и прозрачно проведите анализ затрат, чтобы найти лучшее решение по совокупной стоимости. |
| Эффективность обработки, обусловленная проектированием | Нестандартный угол, слишком большой допуск или конструкция, затрудняющая удаление стружки. | Ранняя консультация DFM помогает использовать стандартные инструменты, разумные допуски и оптимизировать компоновку объектов для повышения эффективности детали на станке с ЧПУ . |
Ключевые выводы:
- Последовательность обеспечивается системой: успех массового производства зависит от стабильности технологической системы, а не от совершенства одной отдельной операции обработки.
- Проектирование определяет базовые затраты: использование стандартных углов инструмента и разумных допусков обычно является лучшим началом контроля затрат при обработке металлических деталей на станках с ЧПУ.
- Специализированные инструменты — это инвестиции, а не затраты: специальные инструменты для определенных материалов и функций могут значительно повысить качество и сократить общие отходы.
- Максимизируйте выгоду за счет раннего сотрудничества: общение с производителем по DFM до того, как чертежи будут завершены, часто может помочь избежать большинства проблем с технологичностью.
Trust JS Precision: прецизионное решение для потайных отверстий в деталях, обрабатываемых на станках с ЧПУ
Обработка потайных и обратных отверстий с ЧПУ требует не только современного оборудования, но и глубоких инженерных знаний, зрелых возможностей управления процессом и практического опыта решения сложных задач обработки больших объемов.
Являясь надежным партнером в области прецизионной обработки с ЧПУ, компания JS Precision уже более десяти лет занимается предоставлением полного спектра металлических деталей и изделий для обработки с ЧПУ для обслуживания клиентов в мировой автомобильной, аэрокосмической и электронной промышленности.
Наша команда, состоящая из более чем 50 сертифицированных инженеров, выходит за рамки простого следования чертежам и активно оптимизирует конструкции и процессы, устраняя потенциальные риски еще до начала производства.
Мы успешно реализовали более 500 крупносерийных проектов по механической обработке с ЧПУ, включая заказ на миллион деталей корпусов автомобильной электроники, сократив процент брака с 15% до 0,2%.
В нашей собственной лаборатории имеется 3D-измерительный инструмент и система мониторинга SPC, позволяющая гарантировать, что каждая деталь зенковки соответствует высоким требованиям точности до ±0,01 мм. Наша система сквозного контроля полностью соответствует стандарту системы менеджмента качества. ИСО 9001:2015 .
Однако что нас действительно отличает, так это наша прозрачность: мы предоставляем производственные данные в режиме реального времени, проводим совместные проверки проектов и предлагаем подробные отчеты DFM, чтобы снабдить клиентов нужной информацией для принятия обоснованных решений.
Если какая-либо из перечисленных выше проблем, например нестабильное качество отверстий, высокие затраты на доработку или задержки в доставке, вызывает у вас серьезную обеспокоенность при крупносерийной обработке на станках с ЧПУ, пришло время обратиться в JS Precision. Просто отправьте чертежи деталей и требования, и наши инженеры предложат вам бесплатный анализ DFM и индивидуальные решения по прецизионной обработке для снижения рисков и повышения эффективности.
Распространенные дефекты зенковок/зенковок для крупносерийной обработки на станках с ЧПУ, как их предотвратить?
При крупносерийной обработке с ЧПУ зенковка/зенковка обрабатываемых деталей с ЧПУ склонна к повторяющимся дефектам, а скрытые проблемы в небольших партиях могут усугубляться в больших масштабах. Нам необходимо строго контролировать конструкцию, режущий инструмент и производственные процессы. Ниже приведены основные проблемы и стратегии предотвращения.
Типичные проблемы, связанные с проектированием
Плохой дизайн является одной из наиболее серьезных причин дефектов. Например, указание углов зенковки, отличных от стандартных, таких как 82, увеличит затраты на нестандартную оснастку более чем в три раза и увеличит сроки поставки.
Чрезмерная неточность в согласовании глубины зенковки и высоты головки винта, неясные примечания к чертежу, например, указание только глубины без угла, — все это может привести к плохой сборке и низкой производительности.
Деформация в производственных процессах и исполнении
Отклонения в производственном процессе также влияют на качество. Длительное массовое производство может привести к износу инструментов, что приводит к уменьшению диаметров отверстий и искажению углов. неправильные параметры резки вызвать вибрацию, приводящую к неровным стенкам отверстия; плохая подача СОЖ или недостаточное удаление стружки приводит к появлению царапин на отверстии.
Как избежать этих проблем с точки зрения проектирования и производства?
| Виды дефектов | Случаи с высокой заболеваемостью | Методы быстрого принятия решений | Меры неотложной помощи |
| Искажение угла контротверстия | Нестандартная угловая обработка, длительный износ инструмента. | Выборочную проверку проводят с помощью углового щупа и сравнивают его с отклонением эталонного угла. | Замените инструмент на новый и выполните сброс угловых параметров станка. |
| Остатки заусенцев | Обработка нержавеющей стали, плохое удаление стружки. | Визуальный и тактильный осмотр или наблюдение за краями под микроскопом. | Визуальный и тактильный осмотр или осмотр краев под микроскопом. |
| Плохая постоянство глубины | Большой объем и непрерывная обработка, свободный зажим. | Используйте глубиномер, чтобы случайным образом проверить 10 частей, чтобы проверить разброс данных. | Нестандартная угловая обработка, длительный износ инструмента. |
Профилактика должна представлять собой двусторонний подход: планирование и процесс.
- Конструкция: следует использовать стандартные углы, например 90°, это должно быть четко обозначено в виде «диаметр × угол/глубина» . АСМЭ Y14.5-2009 необходимо следовать стандартам, чтобы свести к минимуму ошибки в общении.
- Процесс: должна быть система регулярного осмотра и замены инструмента, оптимизация параметров резания и подачи СОЖ. Каждые 200 деталей случайным образом проверяйте основные размеры, чтобы заранее выявить отклонения.
Ключевые факторы в массовом производстве металлических деталей с ЧПУ
Явные и неявные факторы затрат являются одними из основных проблем, которые необходимо учитывать при контроле затрат на массовое производство. Обработка металлических деталей на станке с ЧПУ . Оптимизация системы необходима для достижения снижения затрат на протяжении жизненного цикла всей системы. Основные факторы, влияющие на это, можно объяснить следующим образом:
Явные затраты: материалы, труд и расход инструментов
Постоянные затраты включают три части: цену сырья, такого как алюминий и сталь, которая колеблется, амортизацию оборудования и затраты на рабочую силу в течение времени эксплуатации или цикла обработки, а также общую стоимость износа инструмента и частой замены при массовом производстве.
Неявные издержки: потребление качества и потеря эффективности
И что еще более важно, неявные затраты, которые легко упустить из виду, включают затраты на обеспечение качества, состоящие из первого изделия, процесса и окончательной проверки, затраты на брак и доработку вследствие проблем проектирования или процесса, а также потерю эффективности из-за изменений производственной линии и отладки программного обеспечения.
Хотите проанализировать структуру затрат на обработку металлических деталей на станках с ЧПУ, чтобы найти прорыв в снижении затрат? Заполните форму и свяжитесь с экспертами по учету затрат из JS Precision, указав ваши требования к материалу, партии и точности, чтобы получить бесплатный отчет по анализу затрат.
Совершенное проектирование: лучшие практики обработки деталей с ЧПУ с безупречными характеристиками крепежа
Превосходный дизайн является основой идеальных характеристик крепежа в деталях, обрабатываемых на станках с ЧПУ. Основные принципы проектирования, проверенные на практике, заключаются в следующем: они позволяют гарантировать качество и технологичность от источника.
Следование стандартам и повышение эффективности
Отдавайте приоритет использованию стандартных углов инструмента, таких как 82° и 90° , и стандартных размеров ступенчатого сверла, чтобы снизить стоимость инструмента и время доставки. Четко обозначайте чертежи в соответствии с «диаметр × угол/глубина», чтобы избежать двусмысленности, приводящей к производственным ошибкам.
Проектирование для производства: за этим стоит мудрость
Методы проектирования DFM: При зенкевании должна оставаться небольшая плоская поверхность внизу, чтобы уменьшить износ инструмента. При проектировании тонкостенных деталей необходимо учитывать толщину стенки, ее опору и предотвращение деформации. Обработка глубоких отверстий следует также зарезервировать место для удаления стружки, чтобы избежать скопления стружки в отверстии.
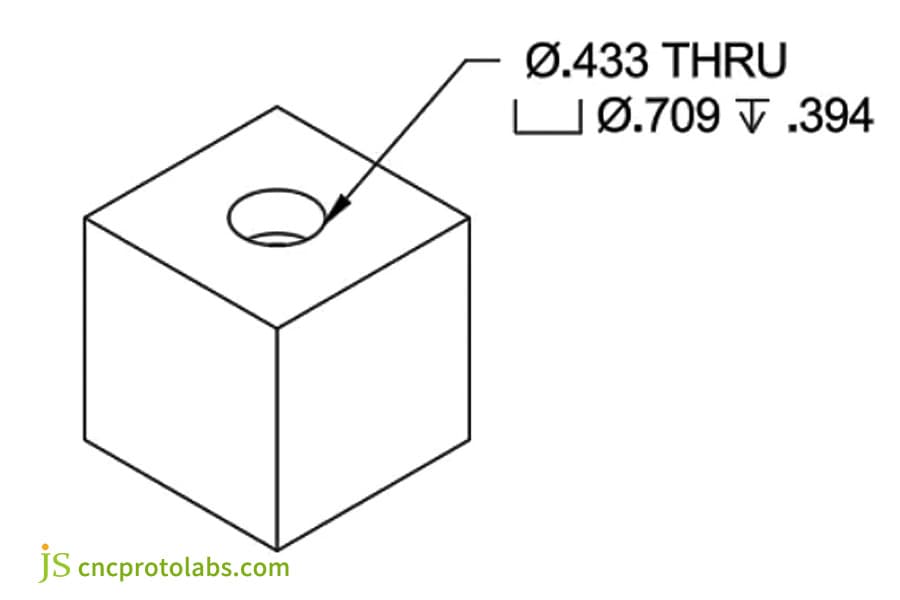
Рисунок 1. Производителю потребуются такие сведения, как допуски, размеры и характеристики таких элементов, как резьба.
Как поддерживать точность при обработке тысяч деталей на станках с ЧПУ?
Достижение единообразия при обработке 10 000 деталей на станках с ЧПУ является основной задачей прецизионной обработки на станках с ЧПУ, которая требует строгого контроля процесса. Ниже приведены некоторые ключевые методы контроля процессов и управления инструментами.
Основы управления процессами: стандартизация и мониторинг
Получение стабильных эталонных показателей обработки является ключом к совершенству.
- Сформулируйте подробные СОП , чтобы четко указать требования к ключевым элементам, включая порядок этапов обработки, метод резки и зажима.
- Фиксированные схемы зажима применяются для минимизации влияния отклонений зажима на точность обработки.
- Регулярно выполняйте точную калибровку станков, чтобы обеспечить стабильную точность оборудования.
- Для мониторинга используйте диаграммы SPC для отслеживания критических параметров в режиме реального времени, что позволяет оперативно обнаруживать небольшие колебания процесса и предотвращать возникновение дрейфов или сдвигов.
Управление инструментом и компенсация с помощью интеллекта
Профессиональное управление инструментом может компенсировать дрейф точности: заданный срок службы инструмента и принудительная замена по времени, использование функции компенсации износа станка на микронном уровне для регулировки положения инструмента, создание карты инструментов для отслеживания всего процесса выдачи и замены.
Хотите стабилизировать точность партии при обработке деталей на станках с ЧПУ? Для более эффективного контроля процессов и управления инструментами обращайтесь в JS Precision. Используя прецизионная обработка с ЧПУ технологии, мы гарантируем, что партии будут последовательно производиться в соответствии со спецификациями или лучше.
Выбор оптимальных инструментов для разнообразной обработки металлических деталей с ЧПУ
Хороший или плохой выбранный инструмент напрямую определяет качество, эффективность и стоимость обработки механических металлических деталей на станке с ЧПУ. Ниже приведены ключевые моменты для выбора логики на основе свойств и характеристик материала.
Логика выбора на основе свойств материала
Различные металлические материалы имеют свойства, существенно различающиеся по сложности обработки, что требует целенаправленного выбора инструмента.
- Алюминиевые сплавы: следует выбирать большой передний угол и острую режущую кромку. Материалом инструмента может быть твердый сплав, а покрытие может улучшить износостойкость.
- Нержавеющая сталь: следует выбирать инструменты с высокой твердостью и хорошей конструкцией канавок для стружки , поскольку этот материал имеет очень высокую прочность и имеет тенденцию прилипать к инструменту. Предпочтительны устойчивые к высоким температурам покрытия, такие как TiAlN.
- Титановые сплавы: следует использовать специальные твердосплавные инструменты с более низкими скоростями резания и подходящими методами охлаждения из-за плохой теплопроводности и высоких температур резания.
Специализированные решения для типов объектов
| Особенности обработки | Совместимые материалы | Рекомендуемые параметры инструмента | Рекомендации по обработке |
| Зенковка сквозных отверстий | Алюминиевый сплав, углеродистая сталь | Твердый сплав, передний угол 15–20° | Высокоскоростная подача, обеспечивающая отсутствие заусенцев на выходе |
| Растачивание глухих отверстий | Нержавеющая сталь, легированная сталь | Сменные пластины, задний угол 8°-12° | Контролируйте скорость подачи, оставляйте пространство для эвакуации стружки толщиной 0,2 мм. |
| Снятие фасок на тонкостенных кромках | Алюминий-магниевый сплав, тонкостенная сталь | Специальный формовочный инструмент, радиус режущей кромки R0,5 мм. | Прогрессивная подача для уменьшения деформации силы резания. |
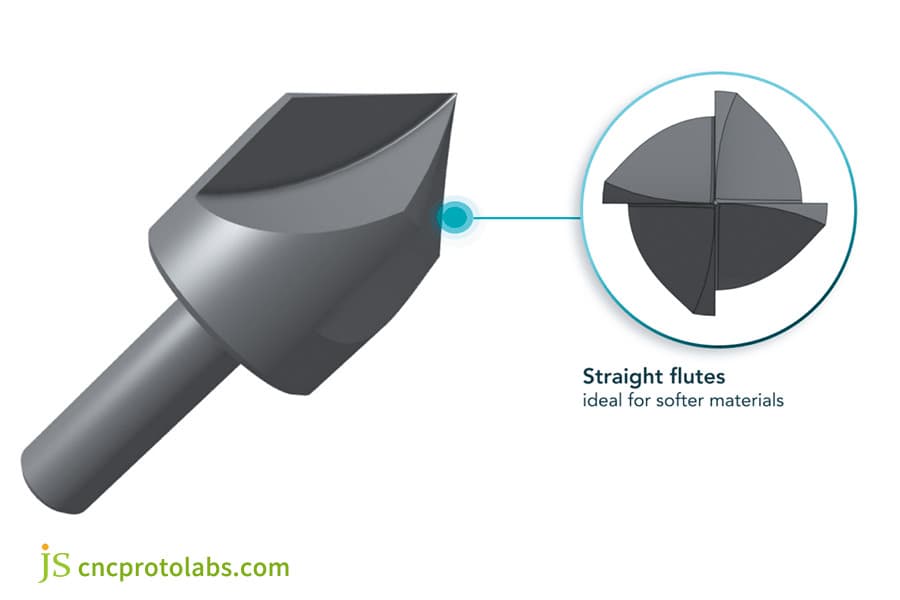
Рисунок 2. Это обычная ручная дрель, используемая для зенковки. Имеет прямые канавки, идеально подходящие для мягких материалов.
Помимо цены за единицу: советы по стратегической экономии средств при крупносерийной обработке на станках с ЧПУ
Снижение затрат в обработка больших объемов с ЧПУ следует учитывать жизненный цикл продукта. Следующие основные методы стратегической экономии помогут добиться значительного сокращения затрат без ущерба для качества.
Оптимизация конструкции и интеграция процессов
Оптимизация базовой конструкции: уменьшите количество сборок и потайных отверстий за счет интеграции нескольких деталей с помощью DFM, сократите затраты на оснастку и время смены инструмента за счет принятия стандартных адаптационных конструкций оснастки, упростите структуру детали для повышения эффективности обработки.
Оптимизация цепочки поставок и производственного процесса
Оптимизация цепочки поставок и процессов: сократите запасы незавершенного производства за счет рационального разделения партий, устраните такие потери, как ожидание и потоки материалов, за счет внедрения бережливого производства, а также получите преимущества льготных цен на услуги постобработки за счет оптовых закупок.
Хотите добиться снижения затрат на протяжении всего жизненного цикла крупносерийной обработки с ЧПУ? Пожалуйста, свяжитесь с проектной командой JS Precision, чтобы разработать многоплановое стратегическое решение для повышения конкурентоспособности вашей продукции с ЧПУ.
От 15 % брака до 99,8 %: как JS Precision справилась с проблемой миллионов отверстий для крепежа
Следующий практический пример демонстрирует техническую мощь JS Precision в решении крупносерийных задач обработки на станках с ЧПУ, связанных с обработкой потайных отверстий.
Клиент и вызов
Европейский автомобильная электроника Клиенту необходимо было установить защитные крышки на корпус из алюминиевого сплава с четырьмя прецизионными потайными отверстиями.
К сожалению, первоначальный поставщик ежемесячно производил 100 000 больших объемов деталей с ЧПУ с неравномерной глубиной потайных отверстий, что приводило к неравномерному давлению при сборке. Таким образом, он столкнулся с ежемесячным уровнем брака в 15% и убытками более 250 000 долларов в год, что напрямую повлияло на графики работы сборочной линии.
Приняв проект на себя, команда JS Precision сначала провела комплексный анализ первопричин. Мы выявили три основные проблемы первоначального процесса:
- Также наблюдался очень быстрый износ инструмента при применении универсального инструмента для снятия фаски без использования эффективного механизма контроля износа.
- Микровибрации из-за недостаточной жесткости приспособления во время обработки повлияли на точность положения отверстия.
- Партия основывалась на отборе проб в конце партии, поэтому обнаружение проблем обычно происходило очень поздно, и большое количество продукции было бракованным.
Решение JS Precision
Чтобы решить эти проблемы, нам пришлось принять комплексный план оптимизации.
- Для этой детали мы изготовили твердосплавный зенковочный инструмент с PVD-покрытием, чтобы повысить его износостойкость и стабильность резания.
- Мы изменили конструкцию гидравлического приспособления, чтобы повысить жесткость и избежать микровибраций во время обработки.
- Мы оптимизировали стратегию подачи инструмента в программировании CAM, используя прогрессивную подачу, чтобы уменьшить воздействие сил резания на заготовку.
- Одновременно была модернизирована система управления технологическим процессом. Каждые 200 деталей выполнялась автоматическая онлайн-проверка глубины, при этом данные проверки были связаны с системой SPC в режиме реального времени для динамического мониторинга процесса обработки.
- В качестве профилактической меры мы установили порог замены инструментов. Когда инструмент достигает заданного количества, он принудительно заменяется, что предотвращает проблемы с качеством, вызванные износом источника.
Результаты
После того как проект был передан в производство компании JS Precision, значение глубины зенковки CPK для первого заказа на миллион штук превысило 1,67, а выход продукции при первом проходе подскочил до 99,8%.
Эта оптимизация не только полностью решила проблему простоя сборочной линии клиента, но и сэкономила ему более 250 000 долларов США в год . Клиент высоко оценил наши технические возможности и качество обслуживания, а затем подписал с нами долгосрочное стратегическое соглашение о сотрудничестве.
Сталкиваетесь с подобными проблемами качества пакетной обработки? кликните сюда чтобы просмотреть дополнительные примеры использования JS Precision, представить свои проблемы обработки, и наши инженеры предложат целевые решения для повышения производительности.

Рисунок 3. Прецизионные потайные отверстия.
Почему JS Precision? Ваш партнер в области масштабируемой точности в продуктах для обработки с ЧПУ
Выбор партнера по обработке с ЧПУ означает выбор надежного качества, стоимости и системы доставки . JS Precision обеспечивает масштабируемую гарантию точности для крупномасштабного производства, что делает ее первоклассным партнером по продукции для обработки с ЧПУ.
Глубокие возможности производственного проектирования и упреждающий DFM
Основные компетенции в области проектирования: инженеры приобретают опыт программирования и производства, активно предоставляя анализ DFM в самом начале проекта, поскольку обнаружение и оптимизация проблем проектирования снижает стоимость изделия для обработки с ЧПУ как функционально, так и экономически.
Оборудование и процессы, специально настроенные для крупномасштабного производства
Конфигурация крупномасштабного производства: возможность оснащения высокоточными станками с ЧПУ и автоматической транспортировкой материалов для повышения эффективности и уменьшения человеческих ошибок. MES-система позволит внедрить в производство полноценную визуализацию процессов, а регулярное проведение калибровки оборудования позволит обеспечить точность изготавливаемых деталей.
Прозрачное сотрудничество и глобальный опыт обслуживания
Глобальные преимущества обслуживания: одна и та же цифровая платформа взаимодействует с клиентами в разных странах для визуализации производства в режиме реального времени. Выделенные менеджеры проектов координируют весь процесс и обеспечивают межкультурную и межчасовую координацию для зарубежных клиентов, передавая зарубежным клиентам местный опыт.
Часто задаваемые вопросы
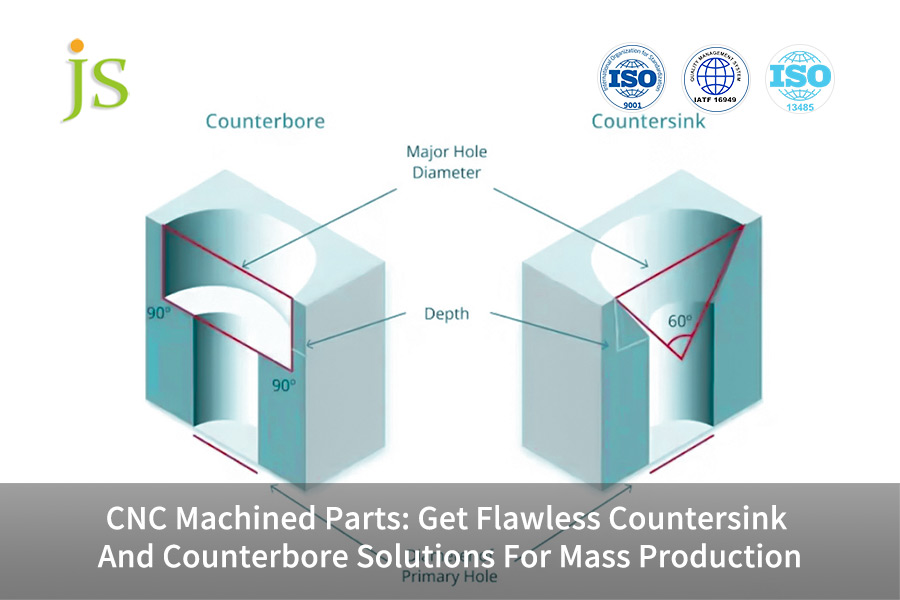
В1: В чем основная разница между зенковками и зенковками?
- Зенковки представляют собой отверстия конической формы, основная функция которых заключается в том, чтобы головка винта с плоской головкой или потайной головкой оставалась на одном уровне с поверхностью детали.
- Цековки представляют собой цилиндрические ступенчатые отверстия, которые в основном используются для размещения головок винтов или гаек, что позволяет им располагаться ниже поверхности детали.
Вопрос 2: Как при массовом производстве и при экономичных затратах обеспечить, чтобы допуск на глубину зенковки не превышал ±0,1 мм?
Кроме того, для экономичного достижения этого требования точности необходимо использовать комбинацию специализированных режущих инструментов и жестких приспособлений, а также частые технологические проверки и компенсацию инструмента. Недостаточно просто полагаться на присущую станку точность, чтобы гарантировать стабильную работу во время длительного крупносерийного производства.
Вопрос 3: При обработке нержавеющей стали на зенковках обычно появляются заусенцы. Каковы возможные решения?
Проблему заусенцев на зенках из нержавеющей стали можно решить за счет использования острых твердосплавных режущих инструментов , более низкой скорости подачи и достаточного охлаждения для уменьшения прихвата инструмента. Если проблема с заусенцами не устранена, при необходимости можно добавить специальный процесс удаления заусенцев.
Вопрос 4: В моей конструкции предусмотрены зенковки с нестандартными углами. Будет ли этот диск стоить дорого?
Для нестандартного угла важную роль в стоимости будут играть зенковки. Из-за нестандартных углов приходится изготавливать режущие инструменты по индивидуальному заказу , что означает высокие затраты на изготовление пресс-форм и более длительные циклы поставки инструментов, что приводит к увеличению затрат на управление запасами.
В5: При предоставлении образцов провалы были хорошими, но при массовом производстве возникли проблемы. В чем может быть причина?
Наиболее частых причин две. Одна из причин заключается в том, что изменения точности, вызванные износом инструмента, не были учтены при массовом производстве, и не было создано соответствующего механизма компенсации. Во-вторых, существуют небольшие различия между приспособлениями, используемыми в массовом производстве, и приспособлениями-образцами, что приводит к разной жесткости приспособлений.
Вопрос 6: Мои детали имеют потайные отверстия разных размеров, и частая смена инструмента может повлиять на эффективность. Как я могу оптимизировать?
В основном есть два направления оптимизации. Во-первых, посредством оценки DFM максимально стандартизируйте или сократите количество спецификаций потайных отверстий и уменьшите количество смен инструмента с точки зрения проектирования. Затем оптимизируйте последовательность траектории движения инструмента при программировании и сгруппируйте одни и те же операции обработки инструмента вместе.
Вопрос 7. Как JS Precision обеспечивает своевременную доставку крупных заказов?
Мы осуществляем комплексное планирование мощностей и управление материалами через нашу систему ERP/MES, назначая конкретного менеджера проекта для каждого крупнообъемного заказа для мониторинга всего производственного процесса . Более того, мы сохраняем некоторый запас прочности, чтобы справиться с непредвиденными ситуациями.
Вопрос 8. В чем заключается самое большое преимущество выбора JS Precision по сравнению с местными поставщиками?
Мы можем обеспечить прецизионное качество обработки с ЧПУ и профессиональную инженерную поддержку , сопоставимую с ведущими местными поставщиками , одновременно используя преимущества китайского производства для получения более конкурентоспособных ценовых преимуществ и возможностей гибкой регулировки мощности, предоставляя клиентам наилучшую комплексную ценность.
Краткое содержание
Идеальная реализация зенковки и обратного растачивания является прекрасным воплощением и представлением достигнутой на сегодняшний день зрелости крупномасштабных процессов обработки с ЧПУ. Он обеспечивает глубокую проверку знаний во всех отношениях: от понимания конструкции и инструментальной науки до управления процессами и непрерывной оптимизации.
В условиях двойного давления цены и качества выбор партнера, который сможет превратить точность в стабильную производительность, является ключом к успеху проекта.
Превратите свои недостатки в преимущества прямо сейчас!
Посетите веб-сайт JS Precision, чтобы загрузить чертежи деталей содержащие требования к зенковке/обратному растачиванию. Вы не только получите высококонкурентное предложение на крупносерийную обработку с ЧПУ, но и бесплатное «Предложение по технологичности и оптимизации зенковки/обратного растачивания», подготовленное нашими инженерами-технологами. Позвольте нам сделать ваш производственный путь более плавным.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
JS Точность Команда
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com

