

La tecnologia di stampa 3D sta rimodellando la logica della produzione con la fabbricazione digitale. Dalla prototipazione rapida di ingranaggi industriali e scheletri personalizzati per uso medico ai componenti leggeri per motori da corsa, continua a spingere i confini della produzione.
Come anello di congiunzione tra progettazione e produzione, i modelli stampati in 3D sono diventati strumenti efficaci per convalidare la creatività. JS offre servizi di stampa 3D professionali che coprono i processi FDM, SLA, SLS e stampa 3D in metallo, supportando ogni aspetto, dallo sviluppo di prototipi alla produzione in piccoli lotti, e contribuendo all'innovazione.
Perché fidarsi di questa guida? I geni professionali di JS nella stampa 3D
Nel campo della stampa 3D, JS vanta oltre 10 anni di esperienza pratica e ha portato a termine con successo oltre 5000 progetti nei settori aerospaziale, medico e automobilistico. Il nostro team è composto da esperti in scienza dei materiali e ingegneria meccanica, certificati ISO 9001 e titolari di numerosi brevetti tecnologici di stampa.
Ad esempio, abbiamo migliorato la precisione dei modelli medici a ± 0,01 mm per i clienti ottimizzando i parametri di stampa a getto d'inchiostro, riducendo al contempo del 20% il costo dei servizi di stampa 3D.
Questa profonda conoscenza professionale e l'autorevole approvazione garantiscono che ogni suggerimento contenuto in questa guida sia stato convalidato dall'esperienza pratica. Non solo forniamo servizi standardizzati per le tipografie, ma personalizziamo anche soluzioni di modelli di stampa 3D per aiutare i clienti a raggiungere un'innovazione efficiente nei servizi di stampa 3D.
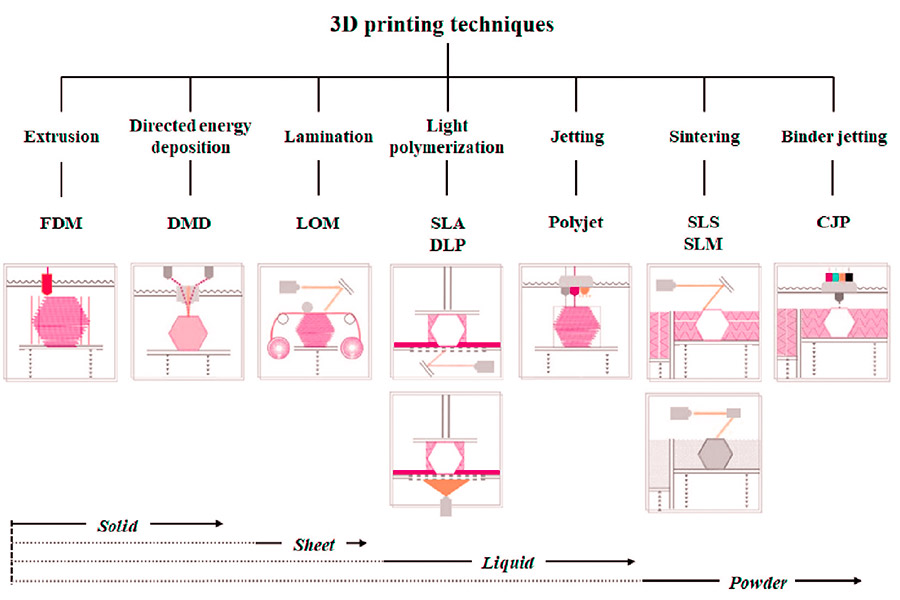
Quali sono i tipi di tecnologie di stampa 3D?
1. Modellazione a deposizione fusa (FDM)
- Principio: stampaggio a deposizione fusa, mediante riscaldamento delle fibre di plastica mediante estrusione strato per strato.
- Caratteristiche: Basso costo, adatto alla prototipazione rapida , l'efficiente processo di produzione di JS può ottimizzarne la velocità.
- Applicazione: Adatto per la prototipazione economica nei servizi di stampa.
2.Stereolitografia (SLA)
- Principio: tecnologia di polimerizzazione UV, la resina liquida viene formata tramite polimerizzazione UV.
- Caratteristiche: elevata precisione (±0,05 mm), superficie liscia, adatto a strutture complesse, soddisfa i requisiti di produzione di precisione JS.
- Applicazione: comunemente utilizzato per progetti ad alto dettaglio nei modelli di stampa 3D.
3. Sinterizzazione laser selettiva (SLS)
- Come funziona: la polvere di nylon sinterizzata al laser non richiede alcuna struttura di supporto.
- Caratteristiche: elevata resistenza, adatto per parti funzionali, la compatibilità di JS con materiali metallici/compositi può ampliare la sua gamma di applicazioni.
- Applicazione: è la scelta ideale per la produzione in serie di componenti funzionali nelle tipografie.
4. Fusione multigetto (MJF)
- Come funziona: fusione a letto di polvere a getto d'inchiostro, solidificazione della polvere di nylon strato per strato tramite fusione e riscaldamento a infrarossi.
- Caratteristiche: alta velocità (3 volte più veloce di SLS), elevato livello di dettaglio (±0,08 mm), supporto per la produzione in serie di componenti funzionali e capacità di adattamento a JS per una produzione rapida e l'ottimizzazione dei costi.
- Applicazione: ottenere consegne rapide tramite servizi di stampa 3D.
5. Fusione laser selettiva (SLM)
- Come funziona: fusione laser di polvere metallica per la produzione di fascia alta.
- Caratteristiche: elevata precisione (±0,02 mm), resistenza alle alte temperature, la tecnologia di lavorazione di precisione di JS può migliorare ulteriormente la qualità del prodotto.
- Applicazione: Utilizzato nella stampa 3D per i settori aerospaziale e medico.
Confronto delle tecnologie di stampa 3D
| Tipo di tecnica | Velocità | Costo | Tipo di materiale | Capacità di elaborazione della complessità | Vantaggi associati all'azienda JS |
| FDM | Medio | Basso | Materie plastiche come PLA e ABS. | ★★★☆ | Ottimizzazione efficiente della velocità del processo produttivo. |
| Contratto di servizio | Veloce (DLP) | Centro | Resina fotosensibile. | ★★★★☆ | Corrispondenza ad alta precisione JS ±0,005 mm standard. |
| SLS | Medio | Centro | Nylon, TPU e altre polveri. | ★★★★☆ | Supportare l'espansione delle applicazioni metalliche/composite. |
| MJF | Estremamente veloce | Medio-alto | Nylon (PA12/PA11). | ★★★★★ | Miglioramento dell'efficienza della produzione in lotti per consegne rapide. |
| SLM | Lento | Alto | Polvere metallica (titanio, acciaio inossidabile). | ★★★★★ | La tecnologia di lavorazione di precisione garantisce un'elevata complessità dei pezzi. |
- Grazie alla tecnologia MJF è possibile ottenere una consegna rapida in 1-2 settimane, migliorando l'efficienza produttiva fino a 3 volte rispetto alla SLS convenzionale.
- La combinazione di MJF, SLA e la capacità di lavorazione di precisione di ±0,005 mm di JS garantisce che i componenti soddisfino i rigorosi standard nei settori aerospaziale, medico e altri.
- La tecnologia MJF riduce gli sprechi di materiale tramite la sinterizzazione in lotti che, abbinata all'ottimizzazione dei processi di JS, riduce i costi per il cliente in media del 20%.
Qual è l'effetto dello spessore dello strato di stampa FDM sulla resistenza?
Relazione tra spessore dello strato e resistenza meccanica
1. Più spesso è lo strato, più debole è l'adesione interstrato
- Nella stampa FDM, ogni strato di plastica fusa deve essere completamente unito allo strato precedente. Se lo strato è spesso (ad esempio 0,3 mm o più), l'area di contatto tra strato e strato diminuisce, il che può portare a una diminuzione dell'adesione, soprattutto quando la direzione della forza è parallela alla trama dello strato (ad esempio, durante le prove di trazione).
- Suggerimento di ottimizzazione: l'azienda JS utilizza di default uno spessore dello strato sottile di 0,1-0,2 mm nel servizio di stampa per componenti ad alto carico e migliora la resistenza complessiva aumentando l'area di contatto tra gli strati.
2. Più spesso è lo strato, più densa è la struttura
- Spessori di strato più piccoli, come 0,05 mm, riducono lo spazio tra gli strati, rendendo la superficie più liscia e la struttura interna più uniforme. Questa densità aiuta a disperdere le sollecitazioni ed evitare debolezze locali, aumentando così la resistenza agli urti.
- Caso JS: durante il servizio di stampa di componenti aerospaziali, JS controlla lo spessore dello strato di stampa a livello micrometrico per garantire che i componenti soddisfino gli standard di resistenza aerospaziali.
Effetto dello spessore dello strato sulla direzione di stampa
- La resistenza dei componenti FDM è anisotropica, ovvero lungo la direzione di stampa (asse Z) è solitamente maggiore rispetto alla direzione verticale (asse XY). Se la direzione di carico è perpendicolare allo strato, la stampa a strato sottile riduce il rischio di stratificazione, mentre gli strati spessi possono rompersi a causa di connessioni deboli tra gli strati sottili.
- Soluzione: il team di ingegneri professionisti di JS consiglierà la combinazione ottimale di direzione di stampa e spessore per massimizzare la resistenza strutturale in base ai requisiti di progettazione del prodotto.
Equilibrio tra spessore dello strato e proprietà del materiale
1. Gli strati spessi risparmiano materiale ma sacrificano la resistenza
- Gli strati spessi vengono stampati più velocemente e richiedono meno materiali di consumo, il che li rende adatti alla prototipazione rapida, ma potrebbero risultare meno resistenti a causa di difetti interstrato. Ad esempio, quando si stampa plastica ABS con uno spessore di strato di 0,3 mm, la resistenza alla trazione potrebbe essere inferiore del 15-20% rispetto a quella di uno spessore di strato di 0,1 mm.
- Ottimizzazione dei costi: il servizio di stampa di JS utilizza algoritmi intelligenti per consigliare automaticamente la soluzione più economica per lo spessore dello strato, garantendo al contempo la resistenza e facendo risparmiare ai clienti oltre il 30% sui costi dei materiali.
2. Gli strati sottili aumentano la resistenza ma richiedono più tempo per la stampa
- La stampa a strato sottile può migliorare la resistenza, ma i tempi di stampa aumentano ovviamente. Ad esempio, uno strato da 0,05 mm richiede una lunghezza sei volte superiore a quella di uno da 0,3 mm.
- Tempi di stampa garantiti: JS utilizza un gruppo di stampanti multi-ugello industriale, quindi anche se si opta per strati ultrasottili, è possibile effettuare la spedizione entro le 1-2 settimane promesse.
Selezione dello spessore dello strato nelle applicazioni reali
1. Parti funzionali vs. parti di visualizzazione
- Parti funzionali (come manici di utensili, parti meccaniche): si consiglia uno spessore dello strato di 0,1-0,2 mm, tenendo conto sia della resistenza che dell'efficienza.
- Parti da esposizione (ad esempio modelli estetici): è possibile selezionare uno spessore dello strato di 0,3 mm per ridurre i costi e accelerare la consegna.
- Servizio personalizzato: JS fornisce consulenza tecnica gratuita e adatta dinamicamente i parametri dello spessore dello strato in base alle esigenze del cliente.
2. Adattamento delle proprietà dei materiali
- PLA/ABS: lo spessore convenzionale dello strato è compreso tra 0,1 e 0,3 mm e gli strati sottili possono migliorare le prestazioni dei dettagli.
- Nylon/materiali compositi: si consiglia uno spessore dello strato di 0,05-0,15 mm per aumentare la tenacità.
- Libreria di materiali per il servizio di stampa : la libreria di materiali per il servizio di stampa di JS supporta oltre 50 tipi di materiali e ogni materiale è stato testato per quanto riguarda lo spessore dello strato, al fine di garantire prestazioni di resistenza ottimali.

Quali parametri determinano la risoluzione di stampa SLA?
Parametri principali che influenzano la risoluzione di stampa SLA
1. Tipo di sorgente luminosa e dimensione delle macchie
- Sorgente luminosa laser: il diametro del punto è generalmente di 10-100 micron, adatto per gioielli, odontoiatria e altre stampe 3D ad alta precisione modelli.
- Sorgente luminosa DLP: un punto di luce viene proiettato attraverso un proiettore digitale e la dimensione dei pixel determina la risoluzione (ad esempio 50-100 micron per la proiezione 2K/4K).
- Impatto: più piccole sono le dimensioni delle macchie, migliori saranno i dettagli sugli assi X/Y, ma i tempi di stampa potrebbero aumentare.
2. Velocità di scansione e tempo di esposizione
- Quanto più lenta è la velocità di scansione, tanto maggiore è l'energia di esposizione per unità di area, tanto più profonda è la polimerizzazione; se la scansione è troppo veloce, la polimerizzazione potrebbe essere incompleta.
- Direzione di ottimizzazione: regolazione dinamica della velocità di scansione (ad esempio riduzione della velocità di scansione dei dettagli) in base alla complessità del modello.
3. Spessore dello strato (risoluzione asse Z)
- Lo spessore dello strato varia da 25 a 100 micron. Più sottile è lo spessore dello strato , più nitidi saranno i dettagli dell'asse Z, ma il tempo di stampa aumenta linearmente.
- Ad esempio, 50 micron per la prototipazione rapida e 25 micron per i pezzi di precisione.
4. Proprietà della resina
- Viscosità: le resine a bassa viscosità hanno una buona fluidità e sono facili da riempire in piccole strutture, ma la velocità di polimerizzazione deve essere bilanciata.
- Fotosensibilità: le resine ad alta fotosensibilità sono sensibili alla luce e possono solidificarsi a bassa energia, riducendo il rischio di deformazione termica.
5. Complessità della geometria del modello
- Le strutture sporgenti e i fori richiedono un supporto aggiuntivo o aggiustamenti della strategia a strati, che possono andare a scapito della risoluzione locale.
- Metodo di ottimizzazione: la struttura di supporto adattiva viene generata tramite software di slicing del modello.
Selezionando correttamente le combinazioni di parametri, i modelli di stampa 3D possono raggiungere una produzione precisa, dalla convalida del concept alla prototipazione funzionale. Il servizio di stampa 3D di JS fornisce supporto per l'ottimizzazione dei parametri per aiutare i clienti a raggiungere la risoluzione ottimale nelle tipografie.
Tabella di suggerimenti per il confronto e l'ottimizzazione dei parametri
| Parametri | Impatto sulla risoluzione | Direzione di ottimizzazione | Valore tipico |
| Tipo di sorgente luminosa | Laser > DLP (il laser ha una precisione maggiore a parità di risoluzione). | Scegli il laser per i modelli di precisione e il DLP per la produzione di massa. | Laser: 50μm / DLP: 100μm |
| Dimensione del punto | Più piccolo è il punto, più chiari sono i dettagli. | Utilizzare testine laser ad alta precisione o proiezione DLP 4K. | 50μm (laser) |
| Velocità di scansione | Più lenta è la velocità, più completa sarà la polimerizzazione. | Ridurre la velocità nelle aree fini (ad esempio 0,1 mm/s) e aumentarla nelle aree più grandi. | 50-200 mm/s |
| Spessore dello strato | Lo spessore dello strato viene dimezzato e la risoluzione dell'asse Z viene aumentata di 4 volte. | Utilizzare strati sottili (25μm) per parti di precisione e strati spessi (100μm) per aumentare la velocità. | 50μm (standard) |
| Viscosità della resina | La bassa viscosità migliora la fluidità e la capacità di riempimento dei dettagli. | Utilizzare resine speciali (ad esempio resine trasparenti con viscosità ≤1500cP). | 500-2000 cP |
| Angolo di sporgenza del modello | Se l'angolo è troppo piccolo, è necessario un supporto denso e il blocco della luce influisce sulla polimerizzazione. | Evitare sporgenze <45° o aggiungere supporti ausiliari nella progettazione. | ≥60° (non supportato) |
Selezionando opportunamente le combinazioni di parametri, il modello di stampa 3D può ottenere una produzione precisa, dalla verifica del concetto ai prototipi funzionali.
Quale tecnologia di stampa è più stabile in ambienti ad alta temperatura?
1. Stampa 3D di materiali metallici (preferibilmente in ambienti ad alta temperatura)
SLM/DMLS (fusione/sinterizzazione laser selettiva)
- Resistenza al calore: materiali come la lega di titanio (Ti6Al4V, punto di fusione 1668°C) e le superleghe a base di nichel (Inconel 718, punto di fusione 1390°C) possono resistere a temperature elevate per più di 600°C.
- Stabilità: il laser fonde la polvere metallica strato per strato, il tessuto è compatto e la resistenza allo scorrimento è elevata.
- Supporto al servizio di stampa 3D: le tipografie riducono lo stress residuo e prevengono la deformazione termica ottimizzando la potenza del laser, la velocità di scansione e le strategie di raffreddamento.
2. Tecnologia di stampa 3D in ceramica (potenziale di resistenza alle temperature ultra elevate)
SLA/DLP (ceramica fotopolimerizzabile)
- Resistenza al calore: la ceramica di allumina (Al2O3, punto di fusione 2050°C) e di ossido di zirconio (ZrO2, punto di fusione 2700°C) può resistere a temperature superiori a 1500°C.
- Stabilità: i grezzi ceramici richiedono una sinterizzazione ad alta temperatura (oltre 1600°C), la densità è vicina ai valori teorici e il coefficiente di dilatazione termica è basso.
- Supporto al servizio di stampa 3D: le stampanti forniscono una gamma completa di servizi, dalla stampa allo sgrassaggio e alla sinterizzazione, per garantire che i pezzi in ceramica siano privi di fessure e di dimensioni stabili.
3. Stampa 3D di plastica ingegneristica ad alte prestazioni
FDM (Modellazione a deposizione fusa)
- Materiali resistenti al calore: PEEK (punto di fusione 343°C), ULTEM (punto di fusione 335°C) e altre plastiche tecniche speciali.
- Stabilità: il PEEK mantiene la resistenza dopo un uso prolungato a 260°C, ma la temperatura di stampa (280-320°C) e le condizioni di raffreddamento devono essere ottimizzate.
- Supporto per il servizio di stampa 3D: le tipografie utilizzano apparecchiature FDM di livello industriale (come la serie Stratasys Fortus) con termostati per ridurre le deformazioni.
SLS (sinterizzazione laser selettiva)
- Resistenza al calore: compositi di nylon + fibra di vetro/fibra di carbonio con resistenza alla temperatura a breve termine fino a 180°C.
- Stabilità: la sinterizzazione laser è compatta, ma si ossida facilmente ad alte temperature per lungo tempo e richiede una protezione del rivestimento superficiale.
- Supporto per servizi di stampa 3D: le tipografie forniscono servizi di modifica dei materiali (ad esempio l'aggiunta di ritardanti di fiamma) per migliorare la resistenza alla temperatura.
- Vantaggi: la stampa 3D in plastica è economica, ha tempi di ciclo brevi ed è adatta ad ambienti con temperature medie e alte (ad esempio collettori di aspirazione per automobili, radiatori elettronici, ecc.).
Raccomandazioni per la selezione della tecnologia per scenari ad alta temperatura
| Temperatura della scena | Tecnologia consigliata | Vantaggi principali | Principali capacità delle tipografie |
| 600-1000℃ | SLM/DMLS dei metalli. | Elevata resistenza e resistenza allo scorrimento. | Apparecchiature laser, ambiente sotto vuoto, trattamento termico. |
| 1000-1500℃ | SLA/DLP in ceramica. | Resistenza alle altissime temperature e alla corrosione. | Materiali ceramici specializzati e processo di sinterizzazione ad alta temperatura. |
| 200-600℃ | PEEK FDM, Nylon SLS. | Economico e leggero. | Attrezzature di livello industriale e modifica dei materiali. |
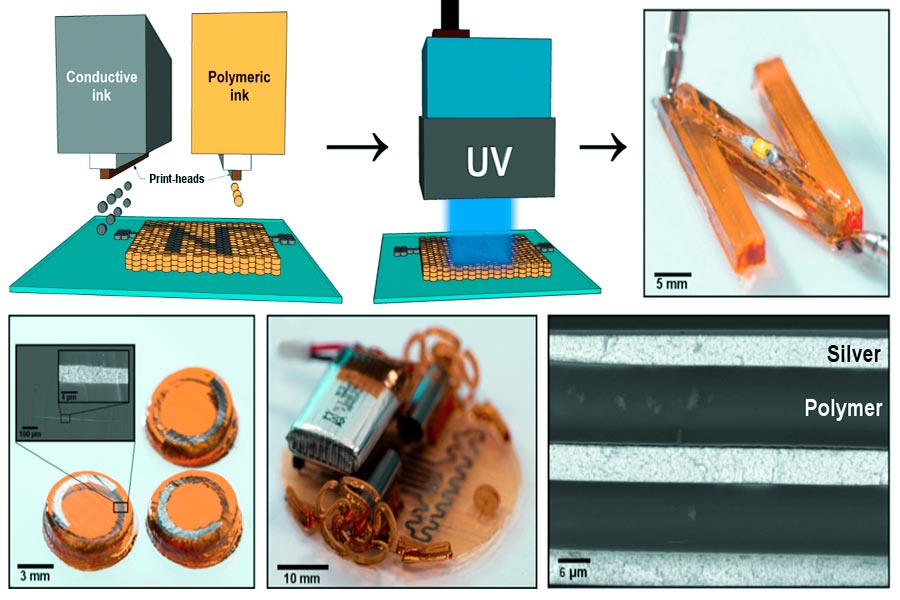
Come ottenere l'impilamento a strati nella stampa 3D a getto d'inchiostro?
La tecnologia di stampa a getto d'inchiostro si basa sulla sovrapposizione di strati di materiale liquido per creare oggetti tridimensionali. Il suo fulcro risiede nell'elevata precisione del getto e nel controllo della polimerizzazione. Le fasi di implementazione specifiche e le tecnologie chiave sono le seguenti:
1. Preparazione dei materiali: Adattamento dei mezzi liquidi
- Resina fotosensibile: il materiale più comunemente utilizzato che richiede una rapida polimerizzazione e un'elevata stabilità della viscosità.
- Materiale di supporto: materiale idrosolubile o fusibile utilizzato per supportare temporaneamente strutture complesse.
- Ottimizzazione della stampa a getto d'inchiostro: la precisione di iniezione dell'ugello (solitamente 20-100 micron di diametro, ad esempio) deve essere regolata regolando parametri quali la viscosità del materiale e la tensione superficiale.
2. Testina di stampa a getto d'inchiostro: iniezione di goccioline di precisione
Tecnologia di azionamento piezoelettrico o di schiumatura termica:
- Ceramica piezoelettrica: la ceramica piezoelettrica viene deformata dalle variazioni di tensione e la cavità dell'inchiostro viene compressa per produrre minuscole goccioline.
- Schiumatura termica: riscaldamento locale dell'inchiostro per formare bolle, favorendo la nebulizzazione delle goccioline.
- Collaborazione multi-ugello: le testine di stampa a getto d'inchiostro di livello industriale integrano centinaia di ugelli per ottenere una singola passata su un'ampia area.
- Pianificazione del percorso a strati: il software suddivide i modelli 3D in segmenti 2D e la testina a getto d'inchiostro spruzza strati di materiale lungo il percorso.
3. Impilamento strato per strato: stampaggio per solidificazione delle gocce
- Fotopolimerizzazione (UV/LED):
- Dopo aver spruzzato ogni strato di resina liquida, solidificare immediatamente con luce UV o luce LED per formare uno strato sottile e solido.
- Controllo accurato: l'intensità della luce e il tempo di esposizione devono essere adattati alle caratteristiche di solidificazione del materiale (ad esempio tecnologia SLA/DLP).
- Polimerizzazione termica: alcuni materiali (come alcuni leganti in polvere di nylon) vengono riscaldati per avviare reazioni di reticolazione.
- Impilamento multistrato: ripetere il processo di polimerizzazione a spruzzo fino al completamento della struttura tridimensionale (lo spessore dello strato è solitamente compreso tra 20 e 100 micron).
4. Post-trattamento: miglioramento e ottimizzazione della superficie
- Rimozione della struttura di supporto: sciogliere o fondere il materiale di supporto temporaneo.
- Trattamento superficiale: molatura, carteggiatura o lucidatura chimica per eliminare l'effetto scalino.
- Manutenzione in fase avanzata: alcuni materiali richiedono una polimerizzazione secondaria per migliorare le prestazioni meccaniche.
Come scegliere i materiali di supporto per modelli complessi di stampa 3D?
1. Principio di adattamento strutturale
Struttura a sbalzo (>45°):
- PVA/HIPS: impalcatura solubile per la solubilità in acqua o la rimozione dei solventi.
- Esempio: nella stampa di modelli 3D di ponti inclinati, il supporto in PVA può essere rimosso tramite solubilità in acqua per evitare danni ai dettagli dell'utensile.
Struttura del ponte (a campata lunga):
- Aste di supporto in ABS/nylon: resistenti alle alte temperature e alla rottura durante la stampa (come nel modello del braccio robotico).
- Ad esempio, il supporto HIPS può resistere ad alte temperature durante la stampa di griglie in modelli 3D, evitando rotture durante la stampa.
2. Abbinamento e separazione dei materiali
Combinazione Easy Peel:
- PLA+PVA: Bassa adesione, finitura liscia.
- Esempio: i modelli 3D stampati in resina trasparente si adattavano al supporto in PVA e si scioglievano in acqua senza lasciare residui.
Combinazione di dissoluzione chimica:
ABS+HIPS: la limonata è necessaria per sciogliere l'impalcatura ed è adatta per parti interne complesse come i componenti degli ingranaggi.
3. Requisiti di prestazione effettivi
- Scenario termico: supporti in ceramica/metallo: resistenti alle alte temperature (ad esempio stampa su lega di titanio) che richiedono un distacco meccanico.
- Controllo del restringimento: il tasso di restringimento del materiale di supporto è più vicino a quello del materiale del modello (ad esempio PETG + supporto PETG).
4. Efficienza del post-trattamento
Rimozione rapida:
- Solubile in acqua (PVA): Adatto per stampe di medie e piccole dimensioni , riduce i tempi di post-trattamento (preferibilmente per dimensioni medie e piccole).
- Peeling manuale (TPU): basso costo ma richiede una manipolazione accurata.
Piano di protezione ambientale: è consigliabile selezionare impalcature biodegradabili (ad esempio materiali biodegradabili a base di PBDE) per ridurre i costi di trattamento dei liquidi di scarto.
5. Adattamento della stampante
Attrezzatura FDM:
- Co-supportato: PLA/PVA/HIPS, ottimizzazione dell'effetto di separazione, separazione ottimizzata regolando la temperatura dell'ugello.
- Esempio: modelli 3D che stampano sfere cave con supporto HIPS, superficie liscia al vapore di acetone.
Apparecchiature SLA/DLP:
- Supportato da resina solubile, è stato polimerizzato con luce ultravioletta, quindi immerso e rimosso direttamente.
- Ad esempio, quando si stampano modelli 3D di ingranaggi di precisione, i supporti in resina mantengono i dettagli microscopici.
JS può realizzare componenti funzionalmente classificati tramite la stampa 3D multi-materiale?
1. Supporto della tecnologia di stampa multi-materiale
I servizi di stampa 3D di JS includono tecnologie di stampa MJF e di stampa composita metallo/ceramica, che possono alternare materiali diversi (ad esempio metallo-ceramica, carburo-polimero) durante lo stesso processo di stampa per ottenere cambiamenti di gradiente continui o segmentati nella composizione del materiale.
2. Compatibilità dei materiali e progettazione del gradiente
Grazie ai servizi di stampa 3D di JS, i clienti possono scegliere tra una varietà di combinazioni di materiali, tra cui metalli, ceramiche e compositi, e progettare liberamente la microstruttura dei componenti funzionali a gradiente (ad esempio strato di substrato resistente all'abrasione).
3. Ottimizzazione dei processi e garanzia delle prestazioni
Le apparecchiature di livello industriale di JS supportano il controllo dello spessore (±0,005 mm) e la gestione della temperatura per garantire una resistenza di legame dell'interfaccia uniforme e una transizione del gradiente tra diversi materiali e soddisfare condizioni di lavoro estreme come temperature e pressioni elevate.
4. Soluzioni personalizzate
Per settori quali l'aerospaziale e i dispositivi medici, il team di JS è in grado di fornire una gamma completa di servizi, dalla selezione dei materiali e dalla progettazione della struttura del gradiente alla rielaborazione, come:
- Parti di motori aerospaziali: struttura a gradiente del substrato in lega di titanio + rivestimento ceramico a barriera termica.
- Impianti ortopedici: design biomimetico dello scheletro metallico + rivestimento ceramico bioattivo.
Riepilogo
In quanto tecnologia rivoluzionaria, la stampa 3D continua a guidare il cambiamento nella produzione con i suoi diversi tipi di processo (ad esempio FDM, SLA, stampa in metallo, ecc.) e un'ampia gamma di scenari applicativi (dalla produzione industriale all'innovazione medica).
Che si tratti della produzione efficiente di componenti complessi con gradienti funzionali o della rapida iterazione di modelli personalizzati , i servizi di stampa 3D dimostrano flessibilità ed economicità insostituibili. I fornitori di servizi tecnologici rappresentati da JS hanno ulteriormente abbassato la soglia tecnologica integrando la stampa multi-materiale, il controllo di processo di precisione e il supporto all'intera filiera, consentendo alle aziende di concentrarsi sull'innovazione progettuale e sulla creazione di valore.

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo. Serie JS Non vi sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, completezza o validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o lavorazione tramite la rete Longsheng. È responsabilità dell'acquirente richiedere un preventivo per i componenti. Identificare i requisiti specifici per queste sezioni. Contattateci per ulteriori informazioni .
Squadra JS
JS è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo su lavorazioni CNC ad alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione completi.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccoli volumi di produzione o di personalizzazioni su larga scala, possiamo soddisfare le vostre esigenze con consegne rapide entro 24 ore. Scegli JS Technology : efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Domande frequenti
1. La stampa SLS richiede supporto?
La stampa SLS solitamente non richiede supporto. La polvere di nylon non sinterizzata avvolgerà naturalmente il modello, evitandone il collasso in aria. Solo alcuni progetti complessi richiedono una piccola quantità di supporto ausiliario, il che semplifica notevolmente il processo di rielaborazione.
2. Quale tecnologia è adatta per la stampa di parti trasparenti?
La tecnologia SLA è adatta alla stampa di componenti trasparenti. Utilizza una resina fotosensibile che indurisce sotto la luce UV. La superficie è liscia e trasparente. Adatta alla realizzazione di modelli trasparenti ad alta precisione (come componenti ottici).
3. Cosa influenza lo spessore dello strato di FDM?
Lo spessore dello strato FDM influenza la levigatezza della superficie, il tempo di stampa e la resistenza della stampa. Più spesso è lo strato, più visibile è il motivo, più veloce è la stampa, ma l'intensità potrebbe essere ridotta.
4. Quanto grande può essere un pezzo stampato in 3D?
I dispositivi di stampa 3D di livello industriale possono produrre grandi parti di contatori (ad esempio componenti aerospaziali), mentre i dispositivi desktop sono solitamente limitati a poche decine di centimetri e sono adatti per piccoli modelli o prototipi.
Risorse
Sinterizzazione laser selettiva

