

Casting di metallo, Un antico processo di produzione risalente a 6000 anni, è ancora incluso nell'industria moderna. Un metodo di lancio versando metallo fuso in uno stampo e lasciandolo raffreddare in forma solida, consente la produzione di pezzi con forme complesse e adatti alla produzione di massa. Gli ingegneri devono avere la capacità di controllare la miscela di materiale, l'accuratezza dello stampo e la velocità di raffreddamento, che influenzano direttamente la resistenza della fusione.
Questo articolo affronterà completamente i parametri di progettazione più significativi e le preoccupazioni ingegneristiche utilizzate nel processo di fusione in metallo, ovunque nella società di fusione metallica dove lavori o stai facendoCasting in alluminio DYI, e ti fornirà un'eccellente comprensione tecnica che ti permetterà di comprendere meglio questo antico ma contemporaneo dominio tecnologico.
In poche parole, come funziona la fusione in metallo?
- Passaggio 1: ci deve essere un'impressione, la stessa del prodotto finale. L'impressione è sabbia, metallo o altro, la scelta esatta si basa sui requisiti delle operazioni di fusione dei metalli.
- Passaggio 2: il metallo viene riscaldato a una temperatura molto alta fino a quando non si trasforma in fuso. ILmetallo fusoPuò essere ferro, alluminio, rame, ecc., A seconda dei requisiti del prodotto.
- Passaggio 3: il metallo fuso viene versato nello stampo. È il passo più importante nelle operazioni di fusione dei metalli e deve essere eseguito con cura in modo che i difetti possano essere evitati.
- Passaggio 4: raffreddamento graduale del metallo nello stampo fino a quando non si indurisce. Il tempo di raffreddamento dipende dalla dimensione del metallo e del prodotto.
- Passaggio 5: una volta che il metallo si è completamente solidificato, l'operatore apre lo stampo e rimuove la fusione. Il casting a questo punto può avere cancelli o bara in eccesso.
- Infine: la fusione è lucidata, pulita o altrimenti trattata per ottenere la finitura e la forma finale desiderate. Questo passaggio rende i prodotti finiti delle procedure di fusione in metallo che soddisfano gli standard.
Quali sono le considerazioni più critiche nella progettazione di una fusione in metallo?
1. Selezione della composizione del Materiale
Dobbiamo scegliere il materiale metallico in base allo scopo della parte. PerCasting in metallo in allumalloy, il contenuto di silicio deve essere tenuto sotto controllo dall'8-12%. La proporzione migliora la fluidità e la resistenza alle crepe nelle leghe di alluminio. La fonderia deve eseguire una prova della purezza del materiale usando uno spettrometro per mantenere le impurità fuori dalla forza finale.
2. Spessore e uniformità della parete
Nel design della fusione metallica, lo spessore del muro dovrebbe essere il più anche possibile in modo che il restringimento irregolare sia inevitabile al momento del raffreddamento, con conseguente deformazione, restringimento o cracking, specialmente nel caso della fusione di metalli in allumalloia in cui il restringimento della lega di alluminio è più grande, questo fenomenone è più prominente. Se l'ispessimento di alcune aree non può essere evitato, dovremmo usare una struttura di transizione graduale in modo da non apportare cambiamenti improvvisi.
3. Controllo delle precisioni e struttura dello stampo
Laddove l'efficienza di demolizione è influenzata dalla posizione della superficie di parzialità dello stampo, le parti complicate dovrebbero essere promosse con il meccanismo di espulsore per prevenire la bruling della fusione nella cavità. Durante il funzionamento, lo stampo dovrebbe essere ispezionato regolarmente per l'usura e gli stampi con una deviazione di precisione di oltre 0,1 mm dovrebbero essere restituiti per la riparazione.
4. Corne angoli e smussati
I getti devono essere forniti con angoli arrotondati o smussati per evitare concentrazioni di stress a causa di bordi affilati. Gli angoli crollati hanno la tendenza a rompersi durante il raffreddamento o lo stress, mentre gli angoli arrotondati migliorano la resistenza strutturale. Ad esempio, nella fusione del metallo di allumalloia, il raggio d'angolo negli angoli arrotondati deve essere almeno il 20% dello spessore della parete per garantire la sostenibilità della fusione.
5. Gestione della temperatura e del raffreddamento
Il punto di fusione del metallo deve essere controllato entro ± 15 ℃. L'alta temperatura può portare a dimensioni del grano grossolana e la bassa temperatura può portare a scarso versamento. Usiamo un'acquaSistema di raffreddamentoIn combinazione con un sistema di raffreddamento dell'aria, in modo che la differenza di temperatura tra le superfici interne ed esterne di getti di pareti spesse sia inferiore a 50 ℃.
6. Grado di tolleranza
La tolleranza alla fusione dipende dal materiale, dal processo e dall'applicazione. La tolleranza al casting di sabbia è grande, mentre la tolleranza al casting di precisione è piccola. Le tolleranze dimensionali tipiche sui getti in lega di alluminio sono in genere comprese tra ± 0,5 mm a ± 2 mm e le superfici di accoppiamento critico di precisione possono richiedere un controllo più stretto sulle tolleranze. I progettisti devono scegliere la giusta precisione come richiesto per evitare l'eccesso di elaborazione per aumentare i costi.
7. Optimizzazione del sistema di gate
La progettazione di gate e riser influisce sul tasso di utilizzo del materiale. I progettisti utilizzano il software di simulazione per prevedere la direzione del flusso metallico e ridurre le scorie ossidate causato in corrente vorticosa. Il tasso di perdita del materiale è sceso dal 18% al 9% quando il sistema di versamento è stato ottimizzato in uncomponente automobilisticoprogetto.

Casting Design del giunto di stampo, quali sono le considerazioni?
1. Design di setaing
I giunti di muffa devono essere completamente sigillati per prevenire la perdita di liquido in metallo. Type L, Type T, V-Type e altri giunti devono avere strisce di tenuta o struttura di adattamento di precisione. Quando si verificano perdite, il precarico può essere aumentato o il materiale di tenuta ad alta temperatura sostituito.
2. Requisiti di resistenza strutturale
I giunti complessi come il tipo Y e il tipo + richiedono un ulteriore rafforzamento per sopportare. L'articolazione sopporterà un'alta pressione durante la fusione e la struttura deve essere controllata dallo stress. In caso di cracking, dobbiamo addensare la porzione vulnerabile o cambiare in altoMateriale di resistenza.
3. Selezione del metodo di posizionamento
Tutti i tipi di giunti devono essere forniti con pin di localizzazione o scanalature. I giunti di tipo T e tipo + richiedono la posizione bidirezionale. Laddove si riscontrano problemi di disallineamento, dovremmo controllare gli elementi di posizionamento per l'usura e sostituirli in tempo.
4. Controllo della deformazione termica
I giunti di tipo V e L di tipo L devono essere utilizzati per il gioco dell'espansione termica. Le articolazioni possono deformarsi e aderire dopo aver riscaldato lo stampo. La soluzione è quella di modificare la dimensione dello spazio o ricoprire la superficie di contatto con materiale resistente al calore.
5. Matching del sistema di raffreddamento
I giunti di tipo Y e + non devono avere corsi d'acqua di raffreddamento. In caso di raffreddamento irregolare, si dovrebbe spostare la via navigabile o aggiungere punti di raffreddamento locali.
6.Ease di manutenzione
Le articolazioni di tipo T e di tipo V devono essere di design rimovibile. Quando si verifica un fallimento, il modulo interessato può essere sostituito senza influenzare lo stampo complessivo.
Gestione dei problemi in comune:
- Problema di crack: raffreddamento dell'articolazione di tipo T troppo velocemente per causare crepe, modificare la distanza del tubo raffreddata ad acqua dal giunto 15 mm a 10 mm dopo la soluzione.
- PROBLEMA DI BURR: l'autorizzazione dell'articolazione di tipo L è troppo scarsa con conseguente bordo di volo, sostituire il perno di posizionamento rotto e ridurre la tolleranza da ± 0,1 a ± 0,05 mm.
- Problema di stampo appiccicoso: la rugosità della superficie dell'articolazione di tipo V non è sufficiente,spray boroNitride Release Release Agent dopo la forza di rilascio ridotta del 40%.

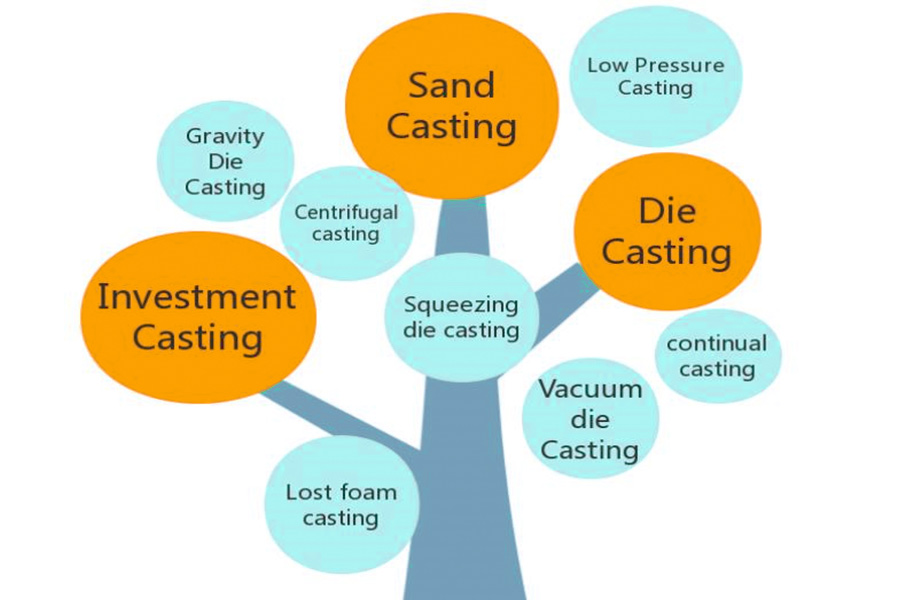
Quali sono i principali fattori che influenzano la scelta del processo di fusione?
1.CASTINES PROPRIETÀ MATERIALI
Il tipo di materiale influisce direttamente sulla selezione del processo. Leghe di alluminio, leghe di rame e altri metalli non ferrosi sono spesso fusione di metallo della fornace, a causa del fatto che il loro punto di fusione è adatto per lo scioglimento del forno. I metalli ferrosi come ghisa e acciaio fuso richiedono attrezzature di fusione a temperatura più elevate. Riduzione del materiale, anche la fluidità.
2. Dimensione batch di produzione
La produzione batch di grandi dimensioni può essere utilizzata per un alto grado di processo di automazione, come il casting da dado. La produzione di piccoli batch può utilizzareCasting di sabbia. La fusione in metallo del forno viene solitamente utilizzata per requisiti di produzione di lotti medi.
3. Requisiti di precisione dimensionale
I getti generali consentono la tolleranza di ± 1 mm, le parti di precisione richiedono una tolleranza ± 0,1 mm. Diversi processi possono ottenere una precisione diversa:
| Processo di fusione |
Tolleranza dimensionale (mm)
|
Rugosità superficiale (μm) | Spessore murale minimo (mm) |
| Casting di sabbia | ± 1,0-2,0 | 12.5-25 | 3.0 |
| Casting per stampo permanente | ± 0,3-0,8 | 6.3-12.5 | 2.0 |
| Cuscinetto | ± 0,05-0,2 | 0,8-3,2 | 0,5 |
| Casting per investimenti | ± 0,1-0,5 | 1.6-6.3 | 1.0 |
4. Limitazioni di budget per i confronti
I principali costi di produzione sono i costi di stampo, i costi materiali, i costi del lavoro e l'ammortamento delle attrezzature. I costi tra i processi di fusione sono molto diversi l'uno dall'altro:
| Progetto di costo | Casting di sabbia | Casting per stampo permanente | Cuscinetto | Casting per investimenti |
| Costo della muffa (milioni) | 0,5-2 | 3-10 | 15-50 | 5-20 |
| Costo materiale per pezzo | Basso | Centro | Inferiore | Alto |
| Costo del lavoro | 30-40% | 20-30% | 10-20% | 25-35% |
| Ammortamento dell'attrezzatura | 10-15% | 15-25% | 30-40% | 20-30% |
| Dimensione batch adatta (pezzi) | 1-1000 | 10-10 mila | Oltre 10 mila | 100-5.000 |
5. Domande di tempo del ciclo del prodotto
Gli ordini di emergenza devono tenere conto del tempo di ciclo di processo. La fusione in metallo della fornace tende ad avere un tempo di ciclo più veloce diCasting per investimenti.
6. Equipaggiamento e condizioni di potere
Il consumo di elettricità all'ora del forno ad arco elettrico è superiore del 30% -40% rispetto a quello del forno a media frequenza. Le aziende dovrebbero scegliere le apparecchiature di fusione in base alla fornitura di elettricità, senza elettricità nell'area, è meglio utilizzare la maggior parte del forno di riscaldamento a gas.
Qual è l'essenza della distinzione tra stampo per coltelli per fusione in metallo e muffa generale?
1. Selezione del materiale diverso
La muffa del coltello per la colata metallica richiede materiali resistenti ad alta temperatura. La stampo di coltello per la fusione metallica di solito usa acciaio H13 o acciaio di tungsteno, può sopportare più di 1500 ℃ impatto di metallo fuso. Gli stampi generali sono realizzati principalmente in acciaio da 45# o ghisa comuni, la temperatura di lavoro più alta non è superiore a 600 ℃. La misurazione dei dati della società JS mostra che il coltello specialeMateriale della muffaha salvato il 200% della vita dello stampo.
2. Variazione di messa a fuoco del design strutturale
La muffa del coltello presta particolare attenzione al bordo della struttura. La parte del bordo dello stampo di fusione in metallo deve essere progettata con un margine di lavorazione di 0,2-0,5 mm per ospitare il restringimento della solidificazione del metallo. Gli stampi tradizionali prestano particolare attenzione alla resistenza strutturale complessiva. Gli stampi per utensili di JS utilizzano il design di separazione superficiale curva 3D, che consente di risparmiare il 30% di elaborazione successiva rispetto agli stampi a pari.
3. Differenti requisiti di trattamento superficiale
Gli stampi in metallo per la cottura degli strumenti devono passare attraverso un rivestimento di superficie a due strati. La cavità dello stampo viene prima rivestita con nitruro di titanio 0,1 mm, quindi la superficie di divisione è rivestita con isolatore di grafite. Gli stampi di base ricevono solo un singolo strato di placcatura cromata. Questo processo consente ai nostri stampi di mantenere unfinitura superficialedi RA0.8 dopo 500 cicli operativi successivi.
4.Fera di differenza nel sistema di raffreddamento
Gli stampi per coltelli dovrebbero essere dotati di linee di raffreddamento direzionale. Lo stampo per coltello per il processo di fusione in metallo ha l'area del bordo progettata con canali di raffreddamento ad acqua compatta e velocità di raffreddamento fino a 30 ℃/s. Gli stampi ordinari sono naturalmente raffreddati principalmente. Gli esperimenti hanno dimostrato che il raffreddamento direzionale aumenta l'uniformità della durezza dello strumento del 45%.
5. Differenza invariata nella durata di servizio
La durata di servizio di uno stampo per strumenti di fusione in metallo è generalmente di 3.000-5.000 pezzi, mentre gli stampi tradizionali hanno solo 800-1.200 pezzi. Ciò è principalmente dovuto al fatto che lo stampo per utensili assume una struttura monolitica, mentre gli stampi tradizionali impiegano prevalentemente una struttura combinata. I nostri record di manutenzione indicano che gli strumenti professionali possono essere riparati 3 volte più frequentemente rispetto agli stampi tradizionali.
In che modo la progettazione della fusione in metallo soddisferà le esigenze di processo di materiali leggeri?
Il design della fusione in metallo Per soddisfare le esigenze di processo di materiali leggeri può essere affrontato dai seguenti cinque aspetti, queste soluzioni sono direttamente collegate alla tecnologia del settore della fusione di metalli di raffreddamento a getto e contemporaneamente allineati alle caratteristiche aziendali dell'azienda JS:
1.Design per idoneità al materiale
Leghe leggere come leghe di magnesio e leghe di alluminio possiedono caratteristiche a bassa densità ma scarsa fluidità a temperature elevate e elevata restringimento. Il design per la fusione necessita di modifica della struttura dello stampo e dei parametri del sistema di versamento.La nostra aziendaFornisce soluzioni di posizione gate ottimizzate ai nostri clienti tramite un database di test di proprietà dei materiali. Nella produzione di fusione a parete sottile, viene utilizzato un sistema di versamento a gradini per combattere la velocità di flusso di metallo liquido e la tecnologia del vuoto viene utilizzata per ridurre i difetti della porosità.
2. Integrazione del processo di raffreddamento del getto
Nel processo di fusione in metallo leggero di raffreddamento a getto, viene utilizzata la tecnologia di raffreddamento a flusso d'aria direzionale. Questa tecnologia rende possibile il raffreddamento differenziato di diverse parti della fusione con un controllo preciso della direzione e della resistenza del getto d'aria ad alta pressione. Nei dati reali dell'applicazione, questa tecnologia riduce la dimensione del grano delle leghe di magnesio del 40% e la resistenza alla trazione del 18%. In particolare per la produzione di nuovi gusci per motori per veicoli energetici, questa tecnologia può ridurre il processo di produzione del 30%.
3. Ottimizzazione della simulazione strutturale
Utilizziamo una piattaforma di simulazione per progettare modelli tridimensionali. I progettisti possono prevedere la distribuzione dello stress durante il processo di solidificazione del materiale e modificare in anticipo la forma dello stampo. Ottimizzando il localeDesign del canale di raffreddamentoNel progetto della staffa aerospaziale, la deformazione della fusione è stata ridotta da 1,2 mm a 0,3 mm. Questo metodo di progettazione è stato applicato all'85% dei progetti di fusione leggeri della nostra azienda.
4. Sviluppo del processo composito
Per i compositi a matrice metallica rinforzata con fibra di carbonio, utilizziamo la fusione a bassa pressione e la combinazione di processo di modanatura semi-solidi. Il computer controlla la temperatura di preriscaldamento dello stampo nell'intervallo di precisione di ± 5 ℃ e il materiale raggiunge il tasso di fase solida del 20-40% attraverso il dispositivo di agitazione elettromagnetica. Per la produzione di parti articolari robot, il processo ha aumentato l'utilizzo del materiale a 92%, 15 punti percentuali in alto rispetto al metodo tradizionale.
5. Sistema di controllo della qualità
Siamo coperti con sistema di ispezione a raggi X online eScanner 3D. Durante la produzione, controlliamo le informazioni sulla dimensione del casting in tempo reale e l'accuratezza dell'ispezione raggiunge ± 0,03 mm. Nel progetto del dispositivo medico, il sistema aumenta il tasso di passaggio del prodotto dall'88%al 97%e allo stesso tempo riduce il tempo di controllo della qualità del 40%.
Riepilogo
La tecnologia di fusione metallica ha penetrato tutti i livelli di produzione moderna, dalla fusione di precisione aerospaziale a piccoli pezzi di lavoro da parte di appassionati di alluminio di fusione di metalli fai -da -te, con grande versatilità. JS può entrambi realizzare un'efficace produzione in serie di casting a livello industriale e supporto tecnico per la produzione su misura dal suo sistema di controllo della temperatura intelligente, piattaforma di simulazione digitale e modularedesign dello stampo.
Sulla premessa della divulgazione on-massa del materiale in lega verde e della tecnologia di ispezione online, il processo del cast va oltre i suoi precedenti vincoli e sta continuando a potenziare il leggero peso automobilistico, la casa intelligente e altri settori. Benvenuti a visitare il nostro sito Web per una collezione completa di soluzioni che vanno dai getti per impieghi pesanti a fusioni in alluminio di piccole dimensioni ed esplorare il potenziale sconfinato intecnologia di casting.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:www.cncprotolabs.com
FAQ
1.Che cos'è il casting di investimenti?
La fusione degli investimenti è un processo di fusione di precisione in cui un modello viene prima realizzato in cera, quindi rivestito con più strati di materiale refrattario per formare un guscio, riscaldato per formare una cavità dopo la dewax e infine versare il metallo. Questo processo può produrre getti di precisione con forme complesse e superfici lisce, con precisione dimensionale fino a CT4 e spessore della parete minimo di 0,5 mm, che è adatto per la fusione di acciaio inossidabile, leghe ad alta temperatura e altri materiali.
2. Quali sono i vantaggi della ghisa?
La ghisa ha tre vantaggi fondamentali. Innanzitutto, eccellenti prestazioni di casting, buona fluidità, basso restringimento. Secondo, a basso costo, ampia fonte di materie prime e riciclaggio. In terzo luogo, proprietà meccaniche bilanciate, assorbimento di ammortizzatori resistenti all'usura e facile da elaborare. Particolarmente adatto per la produzione di blocchi motore e altri getti complessi.
3. Qual è l'uso dell'inclinazione che tira stampo?
L'angolo di inclinazione è riservato nel design dello stampo, il ruolo principale è quello di facilitare la fusione di demolding. Può ridurre l'attrito tra lo stampo e la fusione, prevenire danni alla superficie della fusione durante la demolding e prolungare la durata del servizio dello stampo. Di solito prendono 1-3 gradi, maggiore è l'altezza, maggiore è l'inclinazione.
4.Perché gli angoli arrotondati?
Gli angoli arrotondati possono eliminare i bordi e gli angoli taglienti ed evitare difetti di crepa causati dalla concentrazione di stress. Migliora la fluidità del liquido metallico, riduce i difetti di fusione e migliora la resistenza strutturale allo stesso tempo. Di solito il raggio del filetto è preso come il 20% -30% dello spessore della parete.
Risorsa
Simulazione della fusione metallica

