

تُعيد تقنية الطباعة ثلاثية الأبعاد صياغة مفهوم الإنتاج من خلال التصنيع الرقمي. بدءًا من النماذج الأولية السريعة للتروس الصناعية والهياكل المُخصصة للاستخدامات الطبية، وصولًا إلى المكونات خفيفة الوزن لمحركات السباق، تواصل هذه التقنية دفع حدود التصنيع إلى آفاق جديدة.
كحلقة وصل بين التصميم والإنتاج، أصبحت النماذج المطبوعة ثلاثية الأبعاد أدوات فعّالة لإثبات الإبداع. تقدم JS خدمات طباعة ثلاثية الأبعاد احترافية تغطي عمليات FDM وSLA وSLS وطباعة المعادن، داعمةً بذلك كل شيء بدءًا من تطوير النماذج الأولية وصولًا إلى الإنتاج بكميات صغيرة، ومساهمةً في تحقيق الابتكارات.
لماذا تثق بهذا الدليل؟ جينات JS الاحترافية في الطباعة ثلاثية الأبعاد
في مجال الطباعة ثلاثية الأبعاد، تتمتع JS بخبرة عملية تزيد عن عشر سنوات، وقد أنجزت بنجاح أكثر من 5000 مشروع في قطاعات الطيران والطب والسيارات. يتألف فريقنا من خبراء في علوم المواد والهندسة الميكانيكية، حاصلين على شهادة ISO 9001، ولديهم العديد من براءات الاختراع في تقنيات الطباعة.
على سبيل المثال، قمنا بتحسين دقة النماذج الطبية إلى ± 0.01 مم للعملاء من خلال تحسين معلمات الطباعة بنفث الحبر، مع خفض تكلفة خدمات الطباعة ثلاثية الأبعاد بنسبة 20%.
هذه المعرفة المهنية العميقة والمصادقة الموثوقة تضمنان صحة كل اقتراح في هذا الدليل من خلال الخبرة العملية. لا نقدم خدمات موحدة لمحلات الطباعة فحسب، بل نقدم أيضًا حلولًا مخصصة لنماذج الطباعة ثلاثية الأبعاد لمساعدة عملائنا على تحقيق ابتكار فعال في خدمات الطباعة ثلاثية الأبعاد.
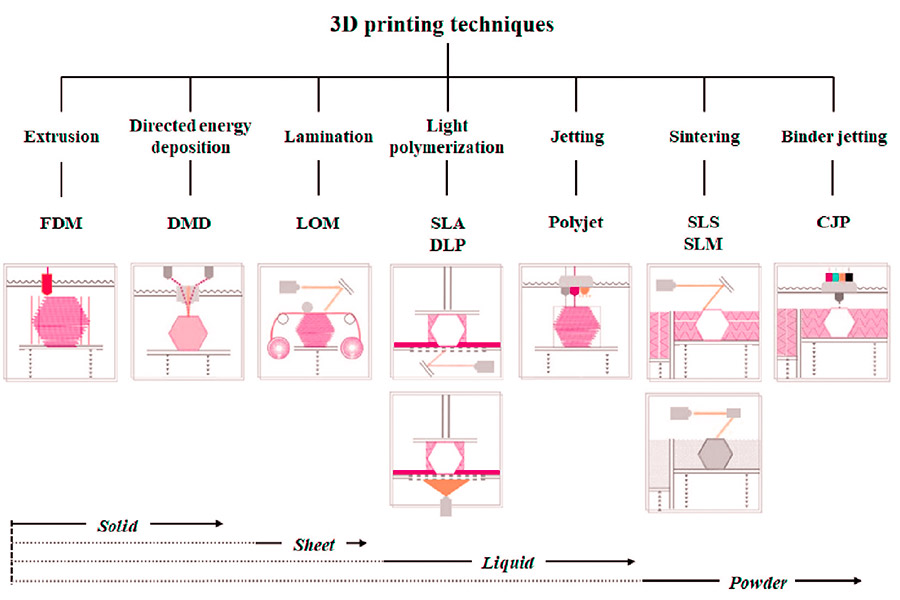
ما هي أنواع تقنيات الطباعة ثلاثية الأبعاد؟
1. نمذجة الترسيب المندمج (FDM)
- المبدأ: صب الترسيب المنصهر، عن طريق تسخين الألياف البلاستيكية طبقة تلو الأخرى.
- المميزات: منخفضة التكلفة، ومناسبة للنماذج الأولية السريعة ، ويمكن لعملية الإنتاج الفعالة لـ JS تحسين سرعتها.
- التطبيق: مناسب للنماذج الأولية الاقتصادية في خدمات الطباعة.
2. الطباعة الحجرية المجسمة (SLA)
- المبدأ: تكنولوجيا المعالجة بالأشعة فوق البنفسجية، يتم تشكيل الراتنج السائل عن طريق المعالجة بالأشعة فوق البنفسجية.
- المميزات: دقة عالية (±0.05 مم)، سطح أملس، مناسب للهياكل المعقدة، يلبي متطلبات تصنيع الدقة JS.
- التطبيق: يستخدم عادة للمشروعات ذات التفاصيل العالية في نماذج الطباعة ثلاثية الأبعاد.
3. التلبيد الانتقائي بالليزر (SLS)
- كيف يعمل: لا يتطلب مسحوق النايلون المتصلب بالليزر أي هيكل دعم.
- المميزات: قوة عالية، مناسبة للأجزاء الوظيفية، يمكن لتوافق المواد المعدنية/المركبة الخاصة بـ JS توسيع نطاق تطبيقها.
- التطبيق: يعد خيارًا مثاليًا لإنتاج المكونات الوظيفية بكميات كبيرة في متاجر الطباعة.
4. الاندماج متعدد النفاثات (MJF)
- طريقة العمل: دمج مسحوق الحبر النفاث، وتصلب مسحوق النايلون طبقة تلو الأخرى من خلال الذوبان والتسخين بالأشعة تحت الحمراء.
- الميزات: سرعة عالية (أسرع بثلاث مرات من SLS)، وتفاصيل عالية (±0.08 مم)، ودعم الإنتاج الضخم للمكونات الوظيفية، والقدرة على التكيف مع JS من أجل الإنتاج السريع وتحسين التكلفة.
- التطبيق: تحقيق التسليم السريع من خلال خدمات الطباعة ثلاثية الأبعاد.
5. الصهر الانتقائي بالليزر (SLM)
- كيف يعمل: صهر مسحوق المعادن بالليزر للتصنيع عالي الجودة.
- المميزات: دقة عالية (±0.02 مم)، مقاومة درجات الحرارة العالية، يمكن لتكنولوجيا التصنيع الدقيقة من JS تحسين جودة المنتج بشكل أكبر.
- التطبيق: يستخدم في الطباعة ثلاثية الأبعاد في المجالات الفضائية والطبية.
مقارنة بين تقنيات الطباعة ثلاثية الأبعاد
| نوع التقنية | سرعة | يكلف | نوع المادة | القدرة على معالجة التعقيد | المزايا المرتبطة بشركة JS |
| FDM | واسطة | قليل | المواد البلاستيكية مثل PLA و ABS. | ★★★☆ | سرعة تحسين عملية الإنتاج بكفاءة. |
| اتفاقية مستوى الخدمة | سريع (DLP) | مركز | راتينج حساس للضوء. | ★★★★☆ | مطابقة عالية الدقة لمعيار JS ±0.005 مم. |
| إس إل إس | واسطة | مركز | النايلون، TPU ومساحيق أخرى. | ★★★★☆ | دعم توسيع تطبيقات المعادن/المركبات. |
| إم جيه إف | سريع للغاية | متوسط-عالي | نايلون (PA12/PA11). | ★★★★★ | تحسين كفاءة الإنتاج بالدفعات للتسليم السريع. |
| إدارة الأراضي الفلسطينية المحتلة | بطيئ | طويل | مسحوق معدني (التيتانيوم والفولاذ المقاوم للصدأ). | ★★★★★ | تضمن تقنية التصنيع الدقيق تعقيدًا كبيرًا للأجزاء. |
- يمكن تحقيق التسليم السريع في غضون 1-2 أسبوع باستخدام تقنية MJF، والتي تعمل على تحسين كفاءة الإنتاج بما يصل إلى 3 مرات مقارنة بتقنية SLS التقليدية.
- يضمن الجمع بين قدرة التصنيع الدقيقة ±0.005 مم من MJF وSLA وJS أن المكونات تلبي المعايير الصارمة في مجالات الفضاء والطب وغيرها.
- تقلل تقنية MJF من هدر المواد من خلال التلبيد الدفعي، والذي، جنبًا إلى جنب مع تحسين عملية JS، يقلل تكاليف العملاء بمعدل 20%.
ما هو تأثير سمك طبقة الطباعة FDM على القوة؟
العلاقة بين سمك الطبقة والقوة الميكانيكية
1. كلما كانت الطبقة أكثر سماكة، كلما كان التصاق الطبقات أضعف
- في طباعة FDM، يجب أن تلتصق كل طبقة من البلاستيك المصهور تمامًا بالطبقة السابقة. إذا كانت الطبقة سميكة (مثل 0.3 مم أو أكثر)، تقل مساحة التلامس بين الطبقتين، مما قد يؤدي إلى انخفاض الالتصاق، خاصةً عندما يكون اتجاه القوة موازيًا لنمط الطبقة (مثل اختبار الشد).
- اقتراح التحسين: تعتمد شركة JS بشكل افتراضي على سمك طبقة رقيقة يتراوح بين 0.1-0.2 مم في خدمة الطباعة للمكونات التي تتحمل حمولة عالية وتحسن القوة الشاملة عن طريق زيادة مساحة التلامس بين الطبقات.
2. كلما كانت الطبقة أكثر سمكًا، كلما كانت البنية أكثر كثافة
- سمك الطبقة الأصغر، مثل 0.05 مم، يُقلل الفجوة بين الطبقات، مما يجعل السطح أكثر نعومةً والبنية الداخلية أكثر تناسقًا. تساعد هذه الكثافة على توزيع الإجهاد وتجنب نقاط الضعف الموضعية، مما يزيد من مقاومة الصدمات.
- حالة JS: أثناء خدمة طباعة أجزاء الطيران، تتحكم JS في سمك طبقة الطباعة على مستوى الميكرومتر لضمان أن المكونات تلبي معايير قوة الطيران.
تأثير سمك الطبقة على اتجاه الطباعة
- قوة أجزاء FDM متباينة الخواص، أي أنها عادةً ما تكون أقوى في اتجاه الطباعة (المحور Z) منها في الاتجاه الرأسي (المحور XY). إذا كان اتجاه التحميل عموديًا على الطبقة، فإن طباعة الطبقات الرقيقة تقلل من خطر التكتل، بينما قد تنكسر الطبقات السميكة بسبب ضعف الوصلات بينها.
- الحل: سيوصي فريق الهندسة المتخصص في JS بأفضل مزيج من اتجاه الطباعة وسمكها لتحقيق أقصى قدر من القوة الهيكلية بناءً على متطلبات تصميم المنتج.
التوازن بين سمك الطبقة وخصائص المواد
1. الطبقات السميكة توفر المواد ولكنها تضحي بالقوة
- تُطبع الطبقات السميكة بسرعة وتستهلك مواد استهلاكية أقل، مما يجعلها مناسبة للنماذج الأولية السريعة، إلا أنها قد تفتقر إلى المتانة بسبب عيوب الطبقات البينية. على سبيل المثال، عند طباعة بلاستيك ABS بسمك طبقة 0.3 مم، قد تكون قوة الشد أقل بنسبة 15%-20% من قوة الشد لطبقة بسمك 0.1 مم.
- تحسين التكلفة: تستخدم خدمة الطباعة الخاصة بـ JS خوارزميات ذكية لتوصي تلقائيًا بحل سمك الطبقة الأكثر اقتصادا مع ضمان القوة، مما يوفر للعملاء أكثر من 30% من تكاليف المواد.
2. الطبقات الرقيقة تضيف قوة ولكنها تستغرق وقتًا أطول للطباعة
- يمكن للطباعة بطبقة رقيقة أن تُحسّن المتانة، لكن وقت الطباعة يزداد بشكل ملحوظ. على سبيل المثال، تتطلب طبقة 0.05 مم طولًا أطول بستة أضعاف من طبقة 0.3 مم.
- وقت خدمة الطباعة مضمون: تستخدم JS مجموعة طابعات متعددة الفوهات الصناعية، لذلك حتى إذا اخترت طبقات رقيقة للغاية، فيمكنك الشحن خلال الأسبوعين أو الأسبوعين الموعودين.
اختيار سمك الطبقة في التطبيقات الفعلية
1. الأجزاء الوظيفية مقابل أجزاء العرض
- الأجزاء الوظيفية (مثل مقابض الأدوات والأجزاء الميكانيكية): يوصى بسمك طبقة يتراوح من 0.1 إلى 0.2 مم، مع الأخذ في الاعتبار كل من القوة والكفاءة.
- أجزاء العرض (مثل نماذج المظهر): يمكن اختيار سمك الطبقة 0.3 مم لتقليل التكاليف وتسريع التسليم.
- خدمة مخصصة: تقدم JS استشارة فنية مجانية وتضبط معلمات سمك الطبقة بشكل ديناميكي وفقًا لاحتياجات العملاء.
2. التكيف مع خصائص المواد
- PLA/ABS: سمك الطبقة التقليدية هو 0.1-0.3 مم، ويمكن للطبقات الرقيقة تحسين أداء التفاصيل.
- النايلون/المواد المركبة: يوصى بسمك طبقة يتراوح بين 0.05-0.15 مم لتعزيز المتانة.
- مكتبة مواد خدمة الطباعة : تدعم مكتبة مواد خدمة الطباعة الخاصة بـ JS أكثر من 50 نوعًا من المواد، وقد تم اختبار كل مادة من حيث سمك الطبقة لضمان أداء القوة الأمثل.

ما هي المعلمات التي تحدد دقة طباعة SLA؟
المعلمات الأساسية المؤثرة على دقة طباعة SLA
1. نوع مصدر الضوء وحجم البقع
- مصدر ضوء الليزر: يبلغ قطر البقعة عمومًا 10-100 ميكرون، وهو مناسب للمجوهرات وطب الأسنان والطباعة ثلاثية الأبعاد عالية الدقة الأخرى نماذج.
- مصدر ضوء DLP: يتم عرض بقعة ضوء من خلال جهاز عرض رقمي، ويحدد حجم البكسل الدقة (على سبيل المثال 50-100 ميكرون لعرض 2K/4K).
- التأثير: كلما كان حجم البقعة أصغر، كانت تفاصيل المحور X/Y أفضل، ولكن قد يزيد وقت الطباعة.
2. سرعة المسح ووقت التعرض
- كلما كانت سرعة المسح أبطأ، زادت طاقة التعرض لكل وحدة مساحة، وكان العلاج أعمق؛ إذا كان المسح سريعًا جدًا، فقد يكون العلاج غير مكتمل.
- اتجاه التحسين: التعديل الديناميكي لسرعة المسح (على سبيل المثال تقليل سرعة مسح التفاصيل) بناءً على تعقيد النموذج.
3. سمك الطبقة (دقة المحور Z)
- يتراوح سمك الطبقة بين ٢٥ و١٠٠ ميكرون. كلما قلّ سمك الطبقة ، زادت وضوح تفاصيل المحور Z، ولكن يزداد وقت الطباعة خطيًا.
- على سبيل المثال، 50 ميكرون للنماذج الأولية السريعة و25 ميكرون للأجزاء الدقيقة.
4. خصائص الراتنج
- اللزوجة: تتمتع الراتنجات منخفضة اللزوجة بسيولة جيدة، ويسهل ملء الهياكل الصغيرة، ولكن سرعة المعالجة تحتاج إلى أن تكون متوازنة.
- الحساسية للضوء: الراتنجات ذات الحساسية العالية للضوء حساسة للضوء ويمكن أن تتصلب عند طاقة منخفضة، مما يقلل من خطر التشوه الحراري.
5. تعقيد هندسة النموذج
- تتطلب الهياكل والثقوب المتدلية دعمًا إضافيًا أو تعديلات استراتيجية متعددة الطبقات، والتي قد تكون على حساب الدقة المحلية.
- طريقة التحسين: يتم إنشاء هيكل الدعم التكيفي بواسطة برنامج تقطيع النموذج.
من خلال اختيار مجموعات المعلمات بدقة، يمكن لنماذج الطباعة ثلاثية الأبعاد تحقيق تصنيع دقيق، بدءًا من التحقق من صحة المفهوم ووصولًا إلى النماذج الأولية الوظيفية. توفر خدمة الطباعة ثلاثية الأبعاد من JS دعمًا لتحسين المعلمات لمساعدة العملاء على تحقيق الدقة المثلى في ورش الطباعة.
جدول اقتراحات مقارنة المعلمات والتحسين
| حدود | التأثير على القرار | اتجاه التحسين | القيمة النموذجية |
| نوع مصدر الضوء | الليزر > DLP (الليزر لديه دقة أعلى بنفس الدقة). | اختر الليزر للنماذج الدقيقة وDLP للإنتاج الضخم. | الليزر: 50 ميكرومتر / DLP: 100 ميكرومتر |
| حجم البقعة | كلما كانت البقعة أصغر، كلما كانت التفاصيل أكثر وضوحا. | استخدم رؤوس الليزر عالية الدقة أو عرض DLP بدقة 4K. | 50 ميكرومتر (ليزر) |
| سرعة المسح | كلما كانت السرعة أبطأ، كلما كانت المعالجة أكثر اكتمالا. | قم بتخفيض السرعة في المناطق الدقيقة (على سبيل المثال 0.1 مم/ثانية) وقم بزيادة السرعة في المناطق الكبيرة. | 50-200 مم/ثانية |
| سمك الطبقة | يتم تقليص سمك الطبقة إلى النصف وزيادة دقة المحور Z بمقدار 4 مرات. | استخدم طبقات رقيقة (25 ميكرومتر) للأجزاء الدقيقة وطبقات سميكة (100 ميكرومتر) لزيادة السرعة. | 50 ميكرومتر (قياسي) |
| لزوجة الراتنج | تعمل اللزوجة المنخفضة على تحسين السيولة والقدرة على ملء التفاصيل. | استخدم راتنجات خاصة (على سبيل المثال الراتنجات الشفافة ذات اللزوجة ≤1500cP). | 500-2000 سنتبواز |
| زاوية بروز النموذج | إذا كانت الزاوية صغيرة جدًا، فسيكون هناك حاجة إلى دعم كثيف، كما أن حجب الضوء يؤثر على المعالجة. | تجنب الحواف التي تكون <45 درجة أو قم بإضافة دعامات مساعدة في التصميم. | ≥60 درجة (غير مدعوم) |
من خلال اختيار مجموعات المعلمات بشكل صحيح، يمكن لنموذج الطباعة ثلاثية الأبعاد تحقيق التصنيع الدقيق من التحقق من المفهوم إلى النماذج الأولية الوظيفية.
ما هي تقنية الطباعة الأكثر استقرارًا في البيئات ذات درجات الحرارة العالية؟
1. الطباعة ثلاثية الأبعاد للمواد المعدنية (يفضل بيئة ذات درجة حرارة عالية)
SLM/DMLS (الصهر/التلبيد الانتقائي بالليزر)
- مقاومة الحرارة: يمكن للمواد مثل سبائك التيتانيوم (Ti6Al4V، نقطة الانصهار 1668 درجة مئوية) والسبائك الفائقة القائمة على النيكل (Inconel 718، نقطة الانصهار 1390 درجة مئوية) أن تتحمل درجات الحرارة العالية لمدة أطول من 600 درجة مئوية.
- الاستقرار: يقوم الليزر بإذابة مسحوق المعدن طبقة تلو الأخرى، والأنسجة مضغوطة، ومقاومة الزحف قوية.
- دعم خدمة الطباعة ثلاثية الأبعاد: تعمل متاجر الطباعة على تقليل الضغوط المتبقية ومنع التشوه الحراري من خلال تحسين طاقة الليزر وسرعة المسح واستراتيجيات التبريد.
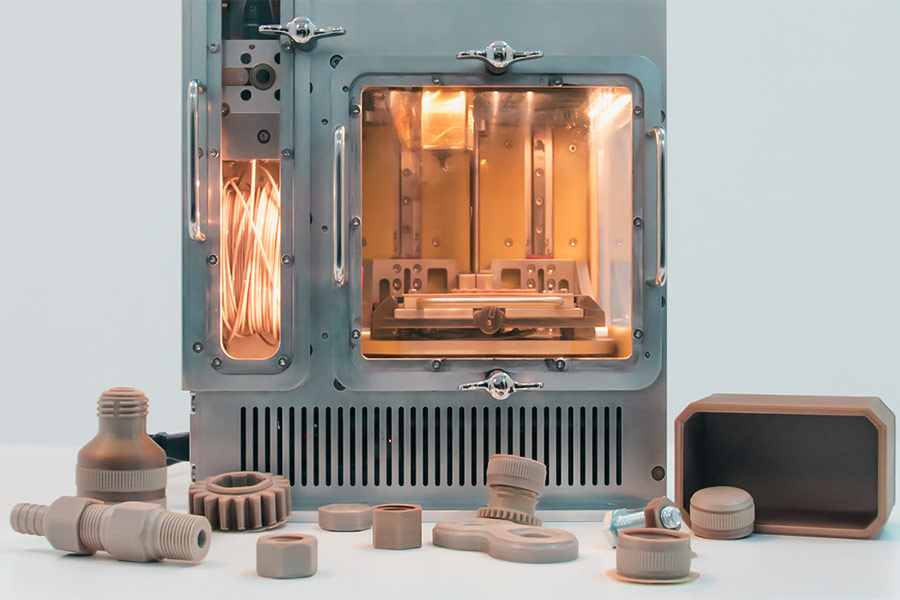
2. تقنية الطباعة ثلاثية الأبعاد للسيراميك (إمكانية مقاومة درجات الحرارة العالية للغاية)
SLA/DLP (سيراميك المعالجة بالضوء)
- مقاومة الحرارة: يمكن لسيراميك الألومينا (Al2O3، نقطة الانصهار 2050 درجة مئوية) وأكسيد الزركونيوم (ZrO2، نقطة الانصهار 2700 درجة مئوية) أن يتحمل درجات حرارة أعلى من 1500 درجة مئوية.
- الاستقرار: تتطلب الفراغات الخزفية التلبيد في درجات حرارة عالية (أعلى من 1600 درجة مئوية)، والكثافة قريبة من القيم النظرية، ومعامل التمدد الحراري منخفض.
- دعم خدمة الطباعة ثلاثية الأبعاد: توفر الطابعات مجموعة كاملة من الخدمات من الطباعة إلى إزالة الشحوم والتلبيد لضمان أن الأجزاء الخزفية خالية من الشقوق ومستقرة الحجم.
3. الطباعة ثلاثية الأبعاد للبلاستيك الهندسي عالي الأداء
FDM (نمذجة الترسيب المنصهر)
- المواد المقاومة للحرارة: PEEK (نقطة الانصهار 343 درجة مئوية)، ULTEM (نقطة الانصهار 335 درجة مئوية) وغيرها من المواد البلاستيكية الهندسية الخاصة.
- الاستقرار: يحتفظ PEEK بقوته بعد الاستخدام لفترة طويلة عند درجة حرارة 260 درجة مئوية، ولكن يجب تحسين درجة حرارة الطباعة (280-320 درجة مئوية) وظروف التبريد.
- دعم خدمة الطباعة ثلاثية الأبعاد: تستخدم متاجر الطباعة معدات FDM ذات الجودة الصناعية (مثل سلسلة Stratasys Fortus) مع منظمات الحرارة لتقليل الانحناء.
SLS (التلبيد الانتقائي بالليزر)
- مقاومة الحرارة: مركبات النايلون + الألياف الزجاجية / ألياف الكربون مع مقاومة درجات الحرارة القصيرة المدى تصل إلى 180 درجة مئوية.
- الاستقرار: التلبيد بالليزر مضغوط، لكنه يتأكسد بسهولة في درجات الحرارة العالية لفترة طويلة ويتطلب حماية الطلاء السطحي.
- دعم خدمة الطباعة ثلاثية الأبعاد: توفر متاجر الطباعة خدمات تعديل المواد (مثل إضافة مثبطات اللهب) لتحسين مقاومة درجات الحرارة.
- المزايا: تتميز الطباعة البلاستيكية ثلاثية الأبعاد بتكلفة منخفضة ووقت دورة قصير ومناسبة للبيئات ذات درجات الحرارة المتوسطة والعالية (على سبيل المثال مشعبات سحب السيارات، والمبردات الإلكترونية، وما إلى ذلك).
توصيات اختيار التكنولوجيا لسيناريوهات درجات الحرارة المرتفعة
| درجة حرارة المشهد | التكنولوجيا الموصى بها | المزايا الأساسية | القدرات الرئيسية لمحلات الطباعة |
| 600-1000 درجة مئوية | معدن SLM/DMLS. | قوة عالية ومقاومة للزحف. | معدات الليزر، بيئة الفراغ، المعالجة الحرارية. |
| 1000-1500 درجة مئوية | سيراميك SLA/DLP. | مقاومة درجات الحرارة العالية جدًا ومقاومة التآكل. | المواد الخزفية المتخصصة وعملية التلبيد ذات درجات الحرارة العالية. |
| 200-600 درجة مئوية | PEEK FDM، نايلون SLS. | إقتصادية وخفيفة الوزن. | المعدات الصناعية وتعديل المواد. |
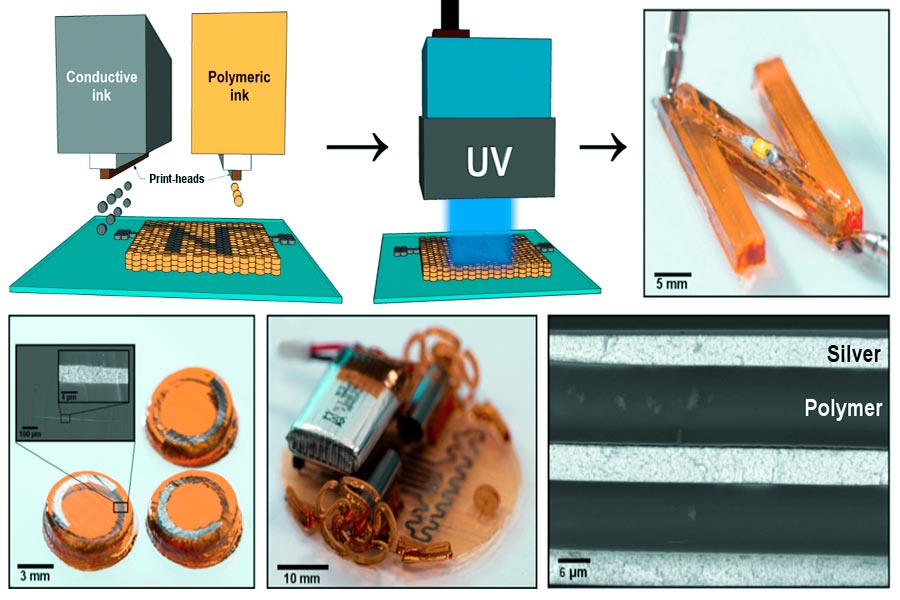
كيفية تحقيق التراص الطبقي في الطباعة النافثة للحبر ثلاثية الأبعاد؟
تعتمد تقنية الطباعة بنفث الحبر على وضع طبقات من المواد السائلة فوق بعضها البعض لإنشاء أجسام ثلاثية الأبعاد. ويكمن جوهرها في التحكم الدقيق في النفث والتصلب. وفيما يلي خطوات التنفيذ المحددة والتقنيات الرئيسية:
1. تحضير المواد: تكييف الوسائط السائلة
- الراتنج الحساس للضوء: المادة الأكثر استخدامًا والتي تتطلب معالجة سريعة وثباتًا عاليًا في اللزوجة.
- مادة الدعم: مادة قابلة للذوبان في الماء أو قابلة للانصهار تستخدم لدعم الهياكل المعقدة بشكل مؤقت.
- تحسين الطباعة بنفث الحبر: يجب تعديل دقة حقن الفوهة (عادةً ما يكون قطرها 20-100 ميكرون، على سبيل المثال) عن طريق ضبط المعلمات مثل لزوجة المادة والتوتر السطحي.
2. رأس الطباعة بنفث الحبر: حقن قطرات دقيق
تقنية الدفع الكهرضغطي أو الرغوة الحرارية:
- السيراميك الكهرضغطي: يتم تشويه السيراميك الكهرضغطي عن طريق تغيرات الجهد، ويتم ضغط تجويف الحبر لإنتاج قطرات صغيرة.
- الرغوة الحرارية: التسخين الموضعي للحبر لتكوين الفقاعات وتعزيز رذاذ القطرات.
- التعاون متعدد الفوهات: تدمج رؤوس الطباعة النافثة للحبر الصناعية مئات الفوهات لتحقيق مسح واحد على مساحة كبيرة.
- تخطيط المسار الطبقي: يقوم البرنامج بتقطيع النماذج ثلاثية الأبعاد إلى أجزاء ثنائية الأبعاد، ثم يقوم رأس نفث الحبر برش طبقات من المواد على طول المسار.
3. التكديس طبقة تلو الأخرى: صب التصلب بالقطرات
- المعالجة الضوئية (UV/LED):
- بعد رش كل طبقة من الراتنج السائل، يتم تجميدها باستخدام ضوء الأشعة فوق البنفسجية أو ضوء LED على الفور لتشكيل طبقة رقيقة صلبة.
- التحكم الدقيق: يجب أن تتوافق شدة الضوء ووقت التعرض مع خصائص تصلب المادة (على سبيل المثال تقنية SLA/DLP).
- المعالجة الحرارية: يتم تسخين بعض المواد (مثل بعض المواد الرابطة لمسحوق النايلون) لبدء تفاعلات الارتباط المتبادل.
- التكديس متعدد الطبقات: كرر عملية المعالجة بالرش حتى اكتمال الهيكل ثلاثي الأبعاد (سمك الطبقة عادة ما يكون 20-100 ميكرون).
4. مرحلة ما بعد المعالجة: التحسين وتحسين السطح
- إزالة هيكل الدعم: إذابة أو تذويب مادة الدعم المؤقتة.
- معالجة السطح: الطحن أو الصنفرة أو التلميع الكيميائي لإزالة تأثير الخطوة.
- الصيانة في المرحلة المتأخرة: تتطلب بعض المواد المعالجة الثانوية لتحسين الأداء الميكانيكي.
كيفية اختيار المواد الداعمة لنماذج الطباعة ثلاثية الأبعاد المعقدة؟
1. مبدأ التكيف الهيكلي
هيكل البروز (>45 درجة):
- PVA/HIPS: سقالة قابلة للذوبان في الماء أو إزالة المذيبات.
- على سبيل المثال: في طباعة النماذج ثلاثية الأبعاد للجسور المائلة، يمكن إزالة دعم PVA عن طريق ذوبانه في الماء لمنع تلف الأداة للتفاصيل.
هيكل الجسر (الامتداد الطويل):
- قضبان دعم ABS/نايلون: مقاومة لدرجات الحرارة العالية ومقاومة للكسر أثناء الطباعة (مثل نموذج الذراع الروبوتية).
- على سبيل المثال، يمكن لدعم HIPS أن يتحمل درجات الحرارة العالية عند طباعة الشبكات في طباعة النماذج ثلاثية الأبعاد لمنع الكسر أثناء الطباعة.
2. مطابقة وفصل المواد
مزيج التقشير السهل:
- PLA+PVA: التصاق منخفض، لمسة نهائية ناعمة.
- مثال: تتطابق نماذج الطباعة ثلاثية الأبعاد المصنوعة من الراتنج الشفاف مع دعامة PVA ويتم إذابتها في الماء دون بقايا.
تركيبة الذوبان الكيميائي:
ABS+HIPS: هناك حاجة إلى الليمونين لإذابة السقالة وهو مناسب للأجزاء الداخلية المعقدة مثل مكونات التروس.
3. متطلبات الأداء الفعلية
- سيناريو الحرارة: دعامات سيراميكية/معدنية: مقاومة لدرجات الحرارة العالية (على سبيل المثال الطباعة باستخدام سبيكة التيتانيوم) وتتطلب تقشيرًا ميكانيكيًا.
- التحكم في الانكماش: معدل انكماش مادة الدعم أقرب إلى معدل انكماش مادة النموذج (على سبيل المثال دعم PETG + PETG).
4. كفاءة ما بعد العلاج
إزالة سريعة:
- قابل للذوبان في الماء (PVA): مناسب للطباعة ذات الحجم المتوسط والصغير ، مما يقلل من وقت ما بعد المعالجة (يفضل الحجم المتوسط والصغير).
- التقشير اليدوي (TPU): منخفض التكلفة ولكنه يتطلب معالجة دقيقة.
خطة حماية البيئة: من المستحسن اختيار السقالات القابلة للتحلل البيولوجي (على سبيل المثال المواد القابلة للتحلل البيولوجي القائمة على PBDE) لتقليل تكاليف معالجة السوائل المهدرة.
5. تكييف الطابعة
معدات FDM:
- مدعوم بشكل مشترك: PLA/PVA/HIPS، تحسين تأثير الفصل، تحسين الفصل عن طريق ضبط درجة حرارة الفوهة.
- مثال: طباعة نماذج ثلاثية الأبعاد لكرات مجوفة مع دعم HIPS وسطح أملس من بخار الأسيتون.
معدات SLA/DLP:
- مدعومًا بالراتنج القابل للذوبان، تم معالجته بالأشعة فوق البنفسجية ثم نقعه وإزالته مباشرة.
- على سبيل المثال، عند طباعة نماذج ثلاثية الأبعاد لتروس دقيقة، تحتفظ الدعامات الراتنجية بالتفاصيل المجهرية.
هل يمكن لـ JS تحقيق مكونات متدرجة وظيفيًا من خلال الطباعة ثلاثية الأبعاد متعددة المواد؟
1. دعم تقنية الطباعة متعددة المواد
تتضمن خدمات الطباعة ثلاثية الأبعاد التي تقدمها شركة JS تقنيات الطباعة MJF والمعادن المركبة/السيراميك، والتي يمكنها تبديل مواد مختلفة (على سبيل المثال المعدن-السيراميك، الكربيد-البوليمر) أثناء نفس عملية الطباعة لتحقيق تغييرات متدرجة مستمرة أو مجزأة في تكوين المواد.
2. توافق المواد وتصميم التدرج
من خلال خدمات الطباعة ثلاثية الأبعاد التي تقدمها شركة JS، يمكن للعملاء الاختيار من بين مجموعة متنوعة من مجموعات المواد، بما في ذلك المعادن والسيراميك والمركبات، وتصميم البنية الدقيقة لمكونات التدرج الوظيفية (مثل الطبقة المقاومة للتآكل + الطبقة الأساسية) بحرية.
3. تحسين العمليات وضمان الأداء
تدعم معدات JS الصناعية التحكم في السُمك (±0.005 مم) وإدارة درجة الحرارة لضمان قوة ربط الواجهة الموحدة والانتقال التدرجي عبر مواد مختلفة وتلبية ظروف العمل القاسية مثل درجات الحرارة العالية والضغط.
4. حلول مخصصة
بالنسبة لمجالات مثل الفضاء والأجهزة الطبية، يمكن لفريق JS تقديم مجموعة كاملة من الخدمات، بدءًا من اختيار المواد وتصميم هيكل التدرج إلى إعادة المعالجة، مثل:
- أجزاء محرك الفضاء: هيكل متدرج من سبيكة التيتانيوم + طلاء حاجز حراري سيراميكي.
- الغرسات العظمية: تصميم هيكل معدني حيوي + طلاء سيراميك حيوي.
ملخص
باعتبارها تقنية مبتكرة، تواصل الطباعة ثلاثية الأبعاد دفع التغيير في التصنيع من خلال أنواع عملياتها المتنوعة (على سبيل المثال FDM، وSLA، والطباعة المعدنية، وما إلى ذلك) ومجموعة واسعة من سيناريوهات التطبيق (من التصنيع الصناعي إلى الابتكار الطبي).
سواءً تعلق الأمر بالإنتاج الفعال لأجزاء معقدة متدرجة وظيفيًا أو التكرار السريع للنماذج المخصصة ، تُظهِر خدمات الطباعة ثلاثية الأبعاد مرونةً واقتصادًا لا يُضاهيان. وقد خفّض مزودو خدمات التكنولوجيا، الذين تمثلهم JS، من مستوى متطلبات التكنولوجيا من خلال دمج الطباعة متعددة المواد، والتحكم الدقيق في العمليات، ودعم سلسلة الإنتاج على مستوى الصناعة، مما يسمح للشركات بالتركيز على ابتكار التصميم وخلق القيمة.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. سلسلة JS . لا توجد أي تعهدات أو ضمانات، صريحة كانت أم ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. لا يُفترض أن أي مورد أو مُصنِّع خارجي سيُقدِّم معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة الصنع من خلال شبكة Longsheng. تقع مسؤولية طلب عرض أسعار للقطع على عاتق المشتري. حدد المتطلبات الخاصة لهذه الأقسام. يُرجى التواصل معنا لمزيد من المعلومات .
فريق JS
JS شركة رائدة في مجالها، تُركز على حلول التصنيع المُخصصة. نتمتع بخبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونُركز على التصنيع عالي الدقة باستخدام الحاسب الآلي ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، وقولبة الحقن ، وختم المعادن، وغيرها من خدمات التصنيع الشاملة.
مصنعنا مجهز بأكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كنت ترغب في إنتاج كميات صغيرة أو تخصيص واسع النطاق، نلبي احتياجاتك بأسرع وقت ممكن خلال 24 ساعة. اختر تقنية JS، فهذا يعني كفاءة الاختيار والجودة والاحترافية.
لمعرفة المزيد، قم بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
الأسئلة الشائعة
1. هل تتطلب طباعة SLS الدعم؟
عادةً لا تتطلب طباعة SLS أي دعم. يُغلّف مسحوق النايلون غير المُلبّد النموذج بشكل طبيعي لتجنب انهياره في الهواء. قليلٌ من التصاميم المعقدة فقط يتطلب دعمًا إضافيًا بسيطًا، مما يُبسّط عملية إعادة المعالجة بشكل كبير.
2.ما هي التكنولوجيا المناسبة لطباعة الأجزاء الشفافة؟
تقنية SLA مناسبة لطباعة الأجزاء الشفافة. تستخدم راتنجًا حساسًا للضوء يتصلب تحت الأشعة فوق البنفسجية. سطحه أملس وشفاف. مناسبة لصنع نماذج شفافة عالية الدقة (مثل الأجزاء البصرية).
3. ما الذي يؤثر عليه سمك طبقة FDM؟
يؤثر سُمك طبقة FDM على نعومة السطح ووقت الطباعة وقوتها. كلما زاد سُمك الطبقة، كان النمط أوضح، وكانت الطباعة أسرع، ولكن قد تنخفض كثافتها.
4. ما هو حجم الجزء الذي يمكن للطباعة ثلاثية الأبعاد صنعه؟
يمكن لأجهزة الطباعة ثلاثية الأبعاد الصناعية تصنيع أجزاء كبيرة من الأمتار (مثل أجزاء الطيران)، في حين تقتصر أجهزة سطح المكتب عادةً على بضع عشرات من السنتيمترات وتكون مناسبة للنماذج الصغيرة أو النماذج الأولية.
موارد

