

عندما يتم تشكيل الأجزاء فقط ، يكون السطح عادة ما يكون خشنًا (نسميه "الحالة المعنية"). إذا كنت تريد أن تكون جميلة ، وأداء جيد وتكون متينة ، عليك الاعتماد عليهاالتشطيب السطح. ببساطة ، هذه هي عملية ترقية سطح الأجزاء.
ما أدرسه كل يوم هو المدخل وراء هذه العمليات:
- إما يزيلون القليل من المواد بالطرق الفيزيائية أو الكيميائية ،
- أو إضافة طبقة من المواد الجديدة ،
- أو تغيير التركيب الذري أو تكوين سطح المادة مباشرة.
الغرض واضح:لتحسين المظهر المظهر ، والأهم من ذلك ، تعزيز الأداء الرئيسي ، مثل الوقاية من الصدأ ، ومقاومة التآكل ، وتحسين الصلابة ، وتحسين الموصلية ، وحتى الحد من الاحتكاك.
لماذا يصعب تقشير الفيلم المؤلف ، بينما يتم خدش الطلاء بالرش بسهولة؟ لماذا يمكن أن تحتوي الأجزاء البلاستيكية على بريق معدني بعدالطلاء الكهربائي؟ يكمن جذر هذه الاختلافات في حقيقة أن مبادئ عملهم على المستوى الذري أو الجزيئي مختلف تمامًا. إن فهم هذه المبادئ يشبه وجود "X-Sight" الذي يمكن أن يرى من خلال جوهر كل عملية. فقط من خلال فهم المبادئ ، يمكنك اختيار الحل الأنسب لمنتجك في الوقت المناسب.
ملخص النقاط الرئيسية:
| تصنيف مبدأ العمل | العملية النموذجية | التغييرات الأساسية |
| القوة الميكانيكية إعادة تشكيل | الرمل والتلميع والرسم. | إزالة أو إعادة تشكيل المواد السطحية جسديا لتغيير البنية المجهرية. |
| رد الفعل الكهروكيميائي | أنود ، تلميع الكهربي ، التلميع الكهربائي. | باستخدام التيار الكهربائي لدفع التفاعلات الكيميائية وإنشاء أو إزالة طبقة من المواد على السطح. |
| التحويل الكيميائي | التخميل ، السوداء ، الحفر الكيميائي. | عن طريق التفاعلات الكيميائية ، يتم تحويل المادة السطحية إلى طبقة جديدة من المادة. |
| مرفق المواد | رذاذ الطلاء ، طلاء مسحوق ، طلاء PVD. | قم بتغطية سطح الجزء بمواد خارجية لتشكيل طلاء مستقل. |
سوف يجيب هذا المقال على أسئلتك:
- سيشرح هذا الدليل بالتفصيل كيف يعمل التشطيب السطحي.
- سأشرح المبادئ الأربعة الأساسية لإنهاء السطح لك بالكلمات التي يمكن للجميع فهمها.
- دعنا نشارك حالة حقيقية لنرى كيف نستخدم مجموعة من المبادئ المختلفة لحل نفس المشكلة الصعبة. قد تجعلك هذه الفكرة تنظر إلى المشكلة من زاوية مختلفة.
- أخيرًا ، يتم أيضًا الرد على مبدأ عملية التشطيب السطحي التي يسألها الجميع كثيرًا.
لماذا تثق في هذا الدليل؟ لأن JS يفهم المبدأ والقتال الفعلي
في JS ، تلامس معمعدات الانتهاء من السطحكل يوم. لكن بالنسبة لي ، ليس الأمر بسيطًا مثل تشغيل الجهاز والأزرار الضغط.
ما أفكر فيه حقًا هو: لماذا نضعه مثل هذا؟
- على سبيل المثال ، كيف سيؤثر ضبط تيار الأنود على الثقوب الصغيرة في فيلم الأكسيد؟
- ما هي التأثيرات المختلفة لتفجير الرمال مع صلابة مختلفة على الإجهاد المتبقي على سطح الجزء؟
- تتيح لي هذه التفاهمات على المستوى الرئيسي تقديم تقنية تشغيل المعدات ليس فقط ، ولكن أيضًا حلول لحل المشكلة من الجذر.
يحتوي هذا الدليل على جوهر تجربتي في حل مشاكل العملاء. واجه العملاءالطلاء PVDهذا لا يلتصق جيدًا ويسقط على اللمس؟ لقد درستها بدقة. لا يمكن أن يتدفق محلول الطلاء إلى زوايا صغيرة من الأجزاء المعقدة ، وسمك الطلاء غير متساو؟ لقد تعاملت أيضًا مع هذا العظم الصلب.
هذه التجارب هي التي تحطمت في أعماق المشكلة التي حولتني من مشغل المعدات إلى مُحسّن للتكنولوجيا. ما تقرأه هو المعرفة الأساسية التي قمت بالتحقق منها مرارًا وتكرارًا من خلال الخبرة والتجارب.
"مفهوم أساسي لأمي سميث ، أستاذ الهندسة الميكانيكية في معهد ماساتشوستس للتكنولوجيا: الهندسة الحقيقية لا يتعلق بتذكر الحلول ، ولكن حول فهم المبادئ وراءها وخلق حلول جديدة."
هذا الدليل هو مساعدتك في فهم جوهر تقنيات التشطيب السطحي المعدني واتخاذ خيارات أكثر ذكاءً.
المبدأ 1: العمل الميكانيكي
يبدو أننا نستخدم الأدوات اليدوية لنحت وتلميع سطح جزءقليلا فشيئا ، واستخدم مباشرة القوة لتغييرها. هذه هي الطريقة الأساسية وبديهية في هندسة التشطيب السطحي لدينا.
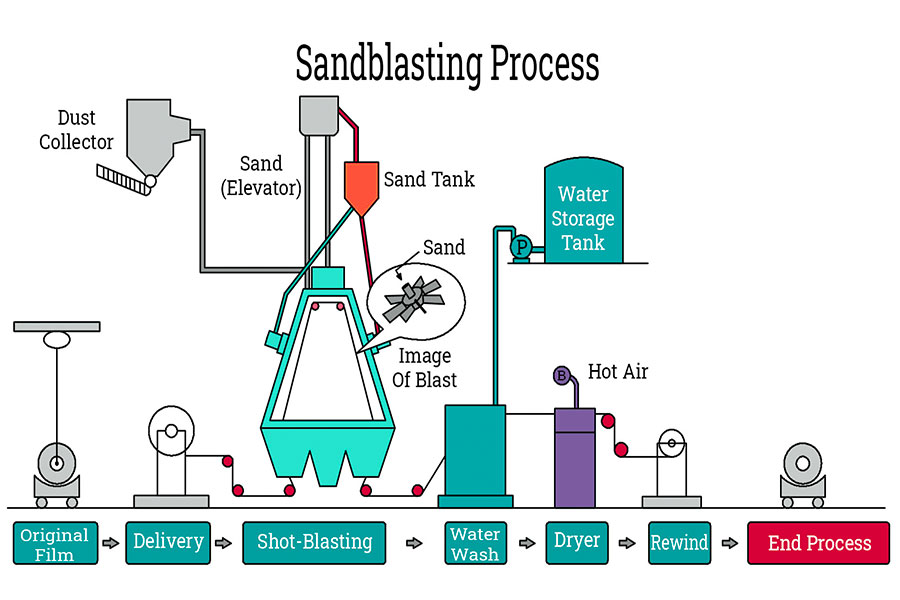
كيف يعمل الرمال؟ -ملليونات من الآثار الدقيقة
تخيل هذا: نستخدم غازًا عالي الضغط لتفجير حفنة من الجزيئات الصغيرة (مثل الخرز الزجاجي أو رمال أكسيد الألومنيوم). هذه الجسيمات الصغيرة تشبه عدد لا يحصى من المطارق الصغيرة ، وضرب سطح الجزء بسرعة عالية. كل تأثير يترك دنت صغيرة. بعد الآلاف من الزيارات ، يتم توصيل هذه الحفر الصغيرة معًا ، والمشرقة في الأصل أوسطح معيبيصبح سطح غير لامع أو صقيع موحد.
ما هي الفوائد الكبيرة؟
بالإضافة إلى تغيير المظهر ، الأهم من ذلك ، أن هذا التأثير يضغط في المقام الأول المادة على سطح الجزء ، مما يسبب الإجهاد الضغط في هذه الطبقة من المواد. يمكن أن يزيد هذا الضغط بشكل كبير من مقاومة الجزء للإرهاق والتكسير ، مما يسمح للجزء بالاستمرار لفترة أطول.
فهم الصورة:فكر في استخدام الرمل الناعم للغاية للتأثير على السطح بشكل موحد ، وإزالة اللمعان والعيوب ، مما يترك نسيجًا موحدًا.
كيف يتم إنجاز التلميع؟ - من "القطع الذروة" إلى "ملء الوادي"
مبدأ العمل:
- سيكون أكثر دقة. نستخدم عجلة تلميع ، مع شمع التلميع أو عجينة الكشط ، لفرك سطح الجزء بسرعة عالية. يتم ارتداء "القمم" الصغيرة (النتوءات) على السطح تدريجياً ، ويصبح السطح أكثر سلاسة ، ويعكس أخيرًا مثل المرآة.
- هناك تقنية أكثر قوة ، على سبيل المثال ،تلميع التحليل الكهربائي. يعتمد على المحاليل الكهربائية والكيميائية لحل نتوءات السطح ، مما ينتج سطحًا متساويًا للغاية وسلسًا ، وهو بارع بشكل خاص في التعامل مع الأشكال المعقدة.
الوظيفة الأساسية:والغرض واضح إلى حد ما ، على سبيل المثال ، لتحقيق النعومة الشديدة والتسطيح ، وتقليل الاحتكاك ، أو تحسين المظهر ، أو إنشاء أساس جيد للمعالجة اللاحقة (على سبيل المثال ، الطلاء الكهربائي ، الرش).
على سبيل المثال: يشبه كونك "جرافة" في العالم المجهري ، مما يؤدي إلى تسطيح "التضاريس" المتموجة والخشونة إلى "سهل ناعم".
يحقق بينينغ الرمل/اللقطة تعديل السطح والتعزيز من خلال التأثير ، في حين أن التلميع/الطحن ملتزم بالنعومة الشديدة. إتقان مبادئ هذه الإجراءات الميكانيكية هو مفتاح هندسة المعالجة السطحية.
"اختر الطريقة الصحيحة لحل المشكلات العملية ، لا تنظر فقط إلى نتائج السطح ، ولكنها أيضًا تفهم الأسباب الكامنة وراءها. تريد التحدث بتعمق حول كيفية معالجة أجزائك بشكل أفضل؟ لا تتردد في الاتصال بمهندسي JS لدينا!"
المبدأ 2: رد الفعل الكهروكيميائي
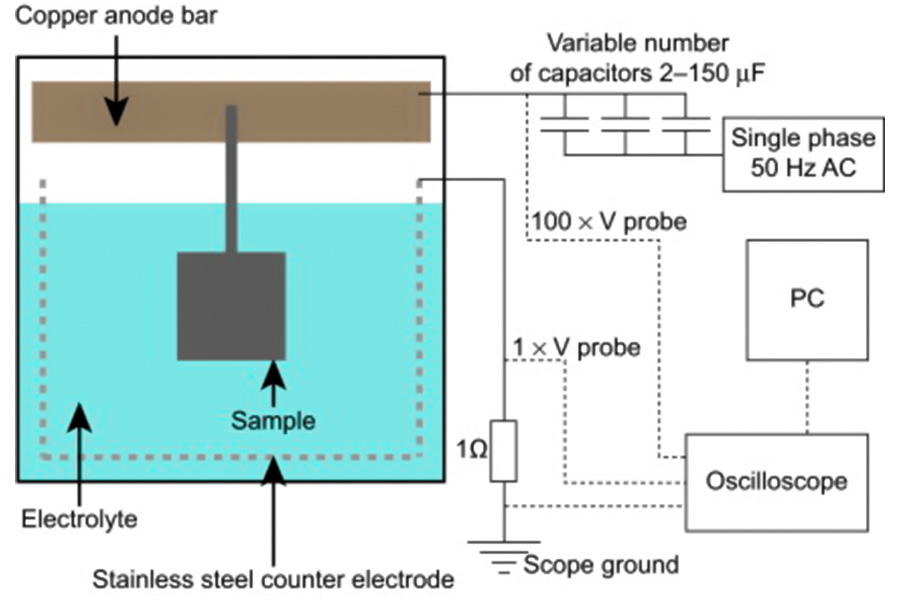
اليوم ، لنتحدث عنالمبدأ السحري في المعالجة السطحية - التفاعل الكهروكيميائي. هذه ليست سحرية ، ولكن تقنيتنا الأساسية لاستخدام التيار الكهربائي لدفع الحركة الذرية وتنمية طبقة جديدة على سطح الأجزاء.
الأنود: بناء طبقة واقية على سطح الألومنيوم
عملية:
- قم بتوصيل أجزاء الألومنيوم بالقطب الإيجابي (الأنود) لمصدر الطاقة ، ونقعها في محلول حمض معين (كهربائي) وقم بتشغيل الطاقة. تحدث الأشياء السحرية: سيؤدي التيار إلى دفع سطح الألومنيوم ليتم دمجه مع الأكسجين في المحلول ، ويزرع مباشرة طبقة أكسيد الألمنيوم الكثيفة والصلابة (al₂o₃) علىالركيزة الألومنيوم.
- يتم تحويل هذا الفيلم من الألمنيوم نفسه ، لذلك لديه قوة ترابط قوية مع الركيزة. ويولد هذا الفيلم بطبيعة الحال مع عدد لا يحصى من المسام النانوية ، وهو ما يناسبنا فقط لصبغه بألوان مختلفة لاحقًا.
القيمة الأساسية:تعمل هذه الطبقة من "الدروع الأصلية" على تحسين مقاومة التآكل بشكل كبير ، وارتداء المقاومة والعزل من الألمنيوم ، ويمكن أيضًا صبغها وتجميلها. إنها واحدة من أكثر الوسائل شيوعًا وفعالية لحماية أجزاء الألومنيوم.
القياس: يشبه استخدام التحفيز الكهربائي للسماح للألمنيوم "نمو" طبقة من قشرة الواقية من السيراميك من السطح نفسه ، بدلاً من مجرد تغطيتها.
الطلاء الكهربائي: طبقة معدنية من الأجزاء
عملية:
- قم بتوصيل الأجزاء التي تحتاج إلى مطلي بالقطب السلبي (الكاثود) من مصدر الطاقة ، وتوصيل المعدن ليكون مطلي بالقطب الإيجابي (الأنود) ، وانغمسهم معًا في محلول يحتوي على أيون المعادن. بمجرد تشغيل الطاقة ، ستذوب الكتلة المعدنية من الأنود وتصبح أيونات لإدخال الحل.
- في الوقت نفسه ، يتم جذب أيونات المعادن في المحلول إلى سطح الكاثود (أجزاء) ، وبعد الحصول على الإلكترونات ، تعود إلىذرات معدنيةو "تراكم" على سطح طبقة الأجزاء حسب الطبقة وبشكل متساوٍ للغاية.
القيمة الأساسية:
يمكن أن يعطي الطلاء الكهربائي أجزاء خصائص سطحية جديدة: يعزز طلاء الكروم مقاومة التآكل واللمعان ، ويحسن طلاء النيكل مقاومة التآكل ، ويستخدم الطلاء الذهب/الفضة للتوصيل والزينة. يمكن أن تتحكم بدقة في سمك وتوحيد الطلاء ،وهي واحدة من أكثر العمليات الأساسية والمرونة في مجال الطلاء والتشطيب السطحي.
ألقِ نظرة على مستويات التوحيد التي يمكن تحقيقها بواسطة الطلاء المشترك:
| نوع الطلاء | نطاق السماكة النموذجي (ميكرون) | توحيد السمك (نسبة مناطق الكثافة العالية/المنخفضة) | السمات الوظيفية الرئيسية |
| الكروم الزخرفي | 0.25 - 1.0 | 3: 1 - 5: 1 | لمعان عالية ، مقاومة للارتداء ، ديكور. |
| كروم الصلب | 5 - 500+ | 1.5: 1 - 3: 1 | صلابة عالية للغاية (800-1000 HV) ، مقاومة للارتداء. |
| نيكل مشرق | 5 - 25 | 1.2: 1 - 2: 1 | مقاومة تآكل جيدة ومرآة لمعان. |
| حمض النحاس الطلاء | 5 - 50+ | 1.1: 1 - 1.5: 1 | تغطية ممتازة وتسطيح وموصلية. |
مصدر البيانات: الجمعية الأمريكية للمعادن - ASM Handbook ، المجلد 5 (ملاحظة: كلما كانت نسبة السماكة أقرب إلى 1: 1 ، زاد توزيع الطلاء في مناطق مختلفة من الجزء.)
استعارة الصورة: يشبه هذا توفير أيونات المعادن "الهجرة" من الأنود (الذوبان) ، والانتقال عبر المنحل بالكهرباء ، و "استقر" (الإيداع "بالضبط على" العالم الجديد "لقطع الكاثود بناءً على طلب من المجال الكهربائي.
"الأكسدة الأنودية تشكل طبقة من السيراميك الواقي عن طريق تفاعل في الموقع والكهربائي يحقق ترسبًا دقيقًا وبشكلًا للمعادن. الكامنة وراء طبيعة هذه التفاعلات الكهروكيميائية هي الإجابة الجذرية للهندسة السطحية المتطورة للتصميم الخاص بك.
المبادئ 3 و 4: التحويل الكيميائي وإضافة المواد
فيما يتعلق بالطريقتين الرئيسيتين لحماية السطح ،التحويل الكيميائي (العمل الداخلي) وإضافة مادة (قوة خارجية)، أنا على وشك شرح عمليتين من هذا القبيل ، والتي أستخدمها على أساس منتظم:
التخميل(التحويل الكيميائي): تحفيز خاصية "الشفاء الذاتي" من الفولاذ المقاوم للصدأ
- هذا لا يطل على شيء على الخارج. ما أقوم به بالفعل هو غمر مكونات الفولاذ المقاوم للصدأ في محلول حمض معين (مثل محلول حمض النيتريك أو حامض الستريك).
- سوف يذوب هذا الحمام الحمضي فقط المكونات المعدنية "النشطة" مثل الحديد على سطح الأجزاء ، مما يترك مكونات أكثر من الكروم على السطح.
- هذه الكروم المخصب ، عند ملامسة الأكسجين في الهواء ، سوف تشكل بطبيعة الحال طبقة واقية من أكسيد الكروم رقيقة للغاية ، كثيفة للغاية ، ومستقرة للغاية (Cr₂o₃) ، ولا حتى مرئية للعين المجردة.
"أكد البروفيسور هربرت هـ. أوليج في كتابه الكلاسيكي للتآكل والتحكم في التآكل: تعتمد مقاومة التآكل الممتازة للفولاذ المقاوم للصدأ بشكل أساسي على هذا الفيلم النحيف الصلب ، والذات."
سر هذا الفيلم هو أنه عندما يتم خدشه بخدش ، يمكنه استخدام الأكسجين في الهواء إلى "الشحنة الذاتية" وإعادة تشكيل طبقة واقية. إنها "الخدعة السحرية" من الفولاذ المقاوم للصدأ.
الرش/المسحوق (التصاق المادي): ضع على "معطف واقٍ" مخصص للأجزاء
جوهر هاتين الطريقتين هو إضافة طبقة واقية فعلية على الجزء الخارجي من الأجزاء.
(1) الرش:
هو رش الطلاء السائل في ضباب ناعم وتغطية سطح الجزء بالتساوي. بعد أن يتبخر المذيب داخل ، أو يخضع الطلاء نفسه لتفاعل كيميائي ، فإنه يصلب ويصلب في فيلم طلاء.
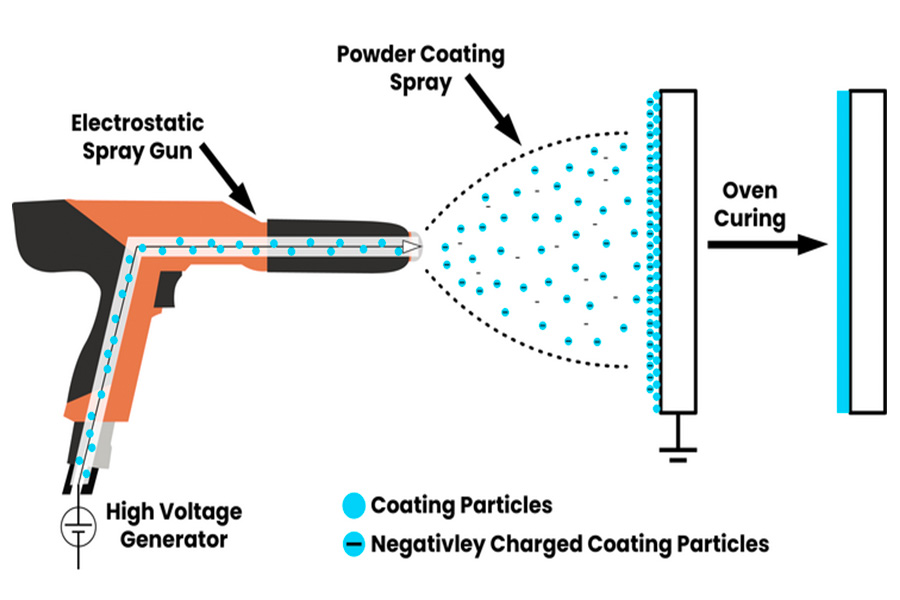
(2) مسحوق (الرش الإلكتروستاتيكي):
- هذا هو أكثر استخداما ومثيرة للاهتمام. أنا شحن مسحوق البلاستيك الجاف مع الكهرباء الثابتة ثم رشها على الجزء الأساسي. سيجعل الجاذبية الإلكتروستاتيكية المسحوق ملتصقًا بحزم على سطح الجزء.
- ثم أرسل الجزء إلى فرن الخبز ، يتم ذوبان المسحوق وتسويته بالحرارة ، وأخيراً تم تبريده وتوطيده ، ويشكل موحدًا للغاية وطلاء قوي، مثل ارتداء بدلة واقية ضيقة للجزء.
"إن التخميل يحفز الفولاذ المقاوم للصدأ لتشكيل فيلم وقائي يمكنه إصلاح نفسه. يضيف الرسم/مسح المسحوق طبقة إضافية من المعطف الخارجي الصلب لعزل البيئة. في JS ، نختار بدقة حل الحماية الأكثر ملاءمة بناءً على مواد الأجزاء وبيئة الاستخدام لضمان حياة المنتج.
تحليل حالة القتال الفعلي: تحدي مكافحة التآكل لقذيفة كاشف تحت الماء
أود أن أشارككم الحالة الحقيقية التي حلناها للتو ، والتحدث عنهاقضايا وحلول مكافحة الكاشف تحت الماء والتي تعلمناها. هذه القضية جعلتني أدرك بوضوح مدى أهمية مبادئ العملية التي يمكن أن يكون لها تأثير على الفشل أو النجاح.
تحدي العملاء: الحفاظ على السلامة الهيكلية في مياه البحر ورذاذ الملح لفترة طويلة
لدينا عميل توصل إلى قذيفة كاشف تحت الماء مصنوعة منسبيكة الألومنيوم (6061). التصميم جيد ولكن يجب أن يستمر لفترة طويلة في مياه البحر عالية الملح. يشعر العميل بالقلق من:
- مقاومة التآكل على المدى الطويل: يجب أن تقاوم القشرة تآكل مياه البحر ورذاذ الملح بحيث تمتلك سلامة هيكلية طويلة الأجل وفشلها.
- شعار واضح: يجب ألا تحجب الشعار والنص الموجود على القشرة من خلال عملية الحماية ويجب عرضه بوضوح في جميع الأوقات.
- هذا التآكل في مياه البحر ليس مسألة ضاحكة ، خاصة عندما تشارك سبائك الألومنيوم. عند استخدام عملية الحماية الخاطئة ، سيتم تقصير عمر المنتج بشكل كبير.
تقييم الحل: يكمن المفتاح في مبدأ تكوين الطبقة الواقية
في ذلك الوقت ، نظر العميل بشكل أساسي في طريقتين شائعتين. لقد قمت بتحليل مبادئ العمل والمخاطر المحتملة بعناية:
الحل ج: رش طلاء الايبوكسي البحري عالي الأداء
- المبدأ: العزلة الجسدية. الاعتماد على الطلاء نفسه لعزل مياه البحر من الركيزة.
- نقطة الخطر: هذه الطبقة الواقية هشة للغاية. حتى لو تم خدش ثقب صغير مثل الثقب ، فإن مياه البحر يمكن أن تدخل وتفاعل كهروكيميائي (تآكل كلفاني). والنتيجة هي أن الطلاء يبدأ في السقوط تحت فيلم الطلاء ، وفي النهاية تفشل مساحة كبيرة.
الحل ب: الأنود العادي
- مبدأ:التحويل الكهروكيميائي. يتم إنشاء طبقة من فيلم حماية أكسيد الألومنيوم على سطح الألومنيوم ، ويتم دمج هذا الفيلم بشكل جيد للغاية مع الألومنيوم نفسه.
- نقطة الخطر: المشكلة هي أن الفيلم الذي يزرع عن طريق الأنود العادي له سماكة وضيقة محدودة. في مياه البحر ذات تركيز أيون الكلوريد العالي ، لا يزال هذا الفيلم من السهل "اللكم" ، مما يشكل نقاط تآكل صغيرة ، مما قد يؤدي في النهاية إلى الفشل.
الحل الأمثل لـ JS: أنودايج + ختم
استنادًا إلى فهم عميق لكيفية عمل المعالجة السطحية حقًا ، لم نختار اثنين أعلاه ، ولكننا أوصى ونفذ الحل الكهروكيميائي الذي تمت ترقيته: Anodizing + الختم الصلب.
لماذا هو الحل الأمثل؟
(1) أنوود الصعبة:
- هذه العملية هي "متشددين" للغاية: تعمل في ظل ظروف خاصة من درجة الحرارة المنخفضة والكثافة الحالية العالية.
- التأثير الذي تم الحصول عليه: يتم إنشاء طبقة أكسيد مسام سميكة للغاية ، كثيفة للغاية ، وصغيرة للغاية على سطح سبيكة الألومنيوم. الدفاع عن هذا "الدروع" نفسه أقوى عدة مستويات منالأنوديس العادي.
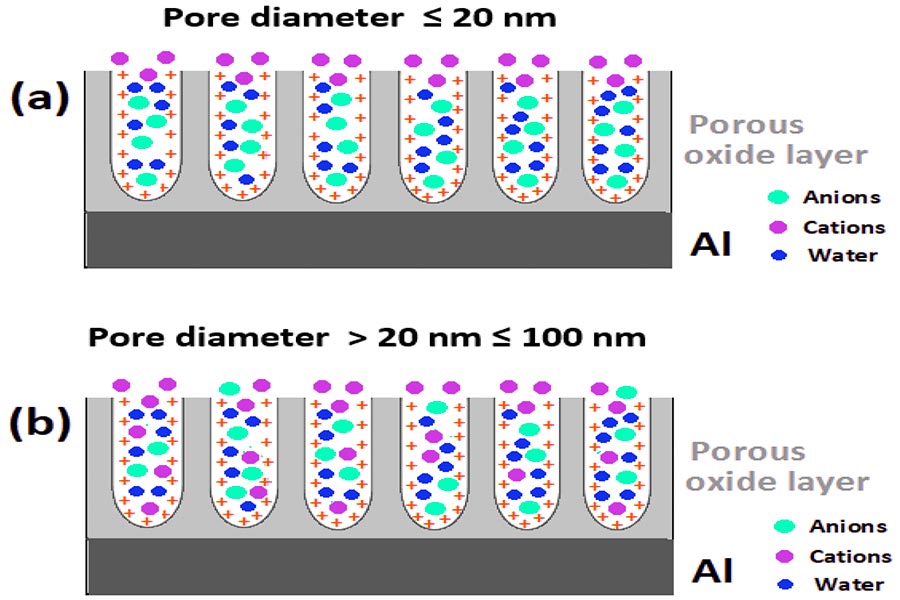
(2) الختم:
- على الرغم من أن مسام فيلم الأكسيد الصلب صغير ، إلا أنه لا تزال هناك قنوات صغيرة تحت المجهر.
- الخطوة الرئيسية: نتعامل مع فيلم الأكسيد هذا بالماء الساخن أو محلول كيميائي محدد. ستؤدي هذه الخطوة إلى امتصاص أكسيد الألومنيوم في الميكروبور على سطح فيلم أكسيد وتوسيع الماء ، ويمنع تمامًا هذه المسام الصغيرة النانوية. مياه البحر ليس لديها فرصة لاختراق.
لماذا طريقتنا أفضل؟
- الرش الرش (المخطط أ) هو حاجز مادي. بمجرد أن تتضرر ، ستعاني الركيزة الألمنيوم في الداخل ، وبعد ذلك سيفشل الكل.
- يتيح ختم Anodizing + Tharding الخاص بنا للألمنيوم أن ينمو طبقة سطحية خزفية كاملة وكثيفة وغير مسام. حتى إذا تم خدش السطح بطريق الخطأ ، فإن الضرر عادة ما يكون محدودًا على الخدش ، ولن ينتشر إلى المنطقة المحيطة ، ولن يتقشر ككل.
قدرة الحماية مختلفة جدا!كمحترفأدوات التشطيب السطحي، ندرك جيدًا أن هذه الخطوة تلعب دورًا حاسمًا في القضاء على المسام وتحقيق الحماية طويلة الأجل.
النتيجة النهائية: المتانة تتجاوز بكثير التوقعات!
تُظهر مقارنة بيانات الاختبار بعد تنفيذ الخطة بمزاياه:
| مؤشرات التقييم | خطة A (الطلاء الايبوكسي عالي الأداء) | مخطط JS (الأكسدة الصلبة+الختم) | المزايا الأساسية |
| اختبار مقاومة رذاذ الملح | تظهر الفقاعات بعد 500 ساعة. | > 3000 ساعة دون أي علامات للتآكل. | زيادة العمر بأكثر من 6 مرات. |
| قوة التصاق الركيزة الغشائية | مستوى 3B (مع تقشير على الشبكة). | مستوى 5 ب (أعلى ، لا تقشير). | مقاومة قوية للتلف الميكانيكي. |
| وضوح الشعار | الرش قد يخفي التفاصيل. | نقش الليزر قبل الأكسدة ، والحفاظ على التفاصيل تماما. | موازنة الوظائف والجمال. |
"تثبت هذه الحالة مرة أخرى أن الفهم العميق لمبدأ العمل لتكنولوجيا المعالجة السطحية هو مفتاح التعامل مع تحديات ظروف العمل الشديدة. عندما يواجه منتجك بيئة قاسية ،شركة JSيعتمد على تحليل مبدأ العملية الصلبة لتزويدك بحلول حماية مثبتة. مرحبًا بك لمناقشة التحديات معنا ".
الأسئلة الشائعة - أجب على أسئلة مبدأ العملية الخاصة بك
لماذا طبقة الطلاء الكهربائي أكثر سمكا في زوايا حادة؟
عندما أفعل الطلاء والتشطيب السطحي ، غالبًا ما أرى أن الطلاء سميك بشكل خاص في الزوايا الحادة ونتوءات الأجزاء. ويرجع ذلك بشكل أساسي إلى توزيع التيار بشكل غير متساو على سطح الجزء ، وسيركز بشكل طبيعي على تلك الأماكن الحادة والجذابة (وهذا ما يسمى تأثير الحافة) ، مما يؤدي إلى كثافة التيار العالية بشكل خاص. عندما يكون التيار قويًا ، يتم جذب المزيد من الأيونات المعدنية للإيداع ، ويصبح الطلاء بشكل طبيعي أكثر سمكًا.
لذلك ، عند تصميم الأجزاء الكهربائية التي تتطلب مطابقة دقيقة ، يجب علينا صنع أقواس مستديرة مقدمًا في تلك الزوايا الحادة (أي إضافة زوايا r) ، والتي يمكن أن تتفكك بشكل فعال في التيار وجعل سمك الطلاء أكثر موحدة.
الفيلم الأنيو نفسه هو عزل ، فلماذا يمكن صبغه؟
هذا سؤال جيد جدا!
- على الرغم من أن فيلم أكسيد الألومنيوم الذي تم إنشاؤه عن طريق الأنود يعزل في حد ذاته ، إلا أن المسام النانوية يتم توليدها بالفعل داخل هذا الفيلم أثناء عملية التكوين ، والتي تمتد من السطح إلى المكان القريب من الركيزة المعدنية. هذه الثقوب الصغيرة التي تسمح جزيئات الصبغة بالاختراق والامتصاص على الجدار الداخلي للمسام.
- بعد اكتمال الصباغة ، ما زلنا بحاجة إلى إجراء خطوة ختم رئيسية لإغلاق فتحات هذه الثقوب الصغيرة. وبهذه الطريقة ، يتم قفل الصبغة بشكل دائم في فيلم أكسيد الشفاف في الأصل.
- لذا فإن اللون الذي تراه هو في الواقع تأثير الضوء الذي يمر عبر هذه القشرة الخزفية الشفافة وإشعاع الصبغة المختومة في الداخل. هذا هو المفتاح لسبب تصوير فيلم الأكسيد العازلة بألوان غنية.
ما هو الفرق الأساسي بين طلاء PVD والتعبير الكهربائي؟
كمهندس في JS ، اسمحوا لي أن أتحدث عن الأساسيالفرق بين طلاء PVD والضرب الكهربائي:
على الرغم من أن كلاهما يضيفان طبقة من المواد إلى سطح الشغل ، إلا أن المبادئ والبيئة مختلفة تمامًا.
يتم تنفيذ الطلاء الكهربائي في خزان سائل ، بالاعتماد على التفاعلات الكهروكيميائية لإيداع أيونات المعادن.
وماذا عن PVD؟
- إنها عملية جسدية جافة تعمل في بيئة فراغ عالية: نستخدم طرقًا مباشرة مثل عوارض أيون لتفجير المادة المستهدفة الصلبة (المادة التي تريد صفيحها) في ذرات أو جزيئات في حالة غازية ، ثم ندعها ترش في الفراغ والإيداع على سطح العمل على سطح العمل لتشكيل فيلم رفيع.
- نظرًا لأن PVD تعمل بهذه الطريقة ، فإن طبقة أفلامها عادة ما تكون أكثر كثافة ، وأصعب ، وأكثر ربحية ، وأكثر ملاءمة للبيئة ، ولكن في المقابل ، فإن استثمار المعدات والتكلفة أعلى بكثير. لذا ، يعتمد أي واحد على الاختيار على الاحتياجات المحددة واعتبارات التكلفة ، ولا يوجد جيد أو سيئ مطلق.
ملخص
في التحليل النهائي ، التعرف على مختلفعمليات التشطيب السطحيهي المهارات الأساسية ، ولكن فقط أولئك الذين يفهمون حقًا مبادئ العمل وراء كل تقنية يمكن اعتبارهم خبراء. تحدد مبادئ العمل المختلفة مباشرة سقف الأداء وحيث يكون أكثر ملاءمة للاستخدام. فقط من خلال إتقانها ، يمكن أن تكون أكثر ثقة عند تطوير المنتجات واتخاذ خيارات أكثر دقة وتطلعية.
اتخاذ الإجراءات:
إذا لم تكن نقطة الألم هي المظهر فحسب ، بل كانت عالقة في مشكلات الأداء: لا تتردد ، فأنت بحاجة إلى شريك يفهم حقًا مبادئ هندسة المعالجة السطحية ، وليس فقط بيع المعدات.
تحدث إلى JS:كشركة احترافية معدات المعالجة السطحية ، يسعد فريق المهندسين لدينا بمشاركة المعرفة والخبرة.الرجاء الاتصال بناعلى الفور لمناقشة تفاصيل مشروعك.دعنا نبدأ من المبادئ الأساسية ، ونساعدك على فرز احتياجاتك ، وتصميم حل تصنيع موثوق به وفعال حقًا.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط.سلسلة JSلا توجد تمثيل أو ضمانات صريحة أو ضمنية ، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحة المعلومات. لا ينبغي استنتاج أن مورد أو الشركة المصنعة من طرف ثالث سيوفر معلمات الأداء ، التحمل الهندسي ، خصائص التصميم المحددة ، جودة المواد ونوعها أو صنعة من خلال شبكة Longsheng. إنها مسؤولية المشتريتتطلب اقتباس قطع الغيارتحديد متطلبات محددة لهذه الأقسام.يرجى الاتصال بنا لمزيد من المعلومات.
فريق JS
JS هي شركة رائدة في الصناعةالتركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل ، ونركز على الدقة العاليةتصنيع CNCوصفيحة تصنيع المعادنوطباعة ثلاثية الأبعادوصب الحقنوختم المعادن ،وغيرها من خدمات التصنيع الشاملة.
تم تجهيز مصنعنا بأكثر من 100 مراكز للآلات ذات 5 محاور ، ISO 9001: 2015 معتمدة. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة في جميع أنحاء العالم. سواء كان إنتاج حجم صغير أو تخصيص واسع النطاق ، يمكننا تلبية احتياجاتك بأسرع تسليم في غضون 24 ساعة. يختارتقنية JSوهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد ، تفضل بزيارة موقعنا على الويب:www.cncprotolabs.com
الموارد

