

تُعد خدمات الخراطة والطحن باستخدام الحاسوب (CNC) الموثوقة أساسية لنجاح المشروع.
في حين أن غرسة مفصل من سبائك التيتانيوم أصغر من طرف الإصبع يجب أن يكون لها سطح أملس كالمرآة وقوة أعلى من قوة العظام البشرية، فإن نظام إدارة حرارية معقد مغلف بسبائك الألومنيوم لسيارة كهربائية من الجيل التالي يجب أن يحتوي على شبكة معقدة من قنوات السوائل داخليًا وواجهة تثبيت دقيقة خارجيًا.
هذه ليست من مصنعين مختلفين ، ولكنها تمثل المجال الواسع الذي تغطيه خدمات الخراطة والطحن الحديثة باستخدام الحاسوب.
أتفهم التحديات التي تواجهها في عمليات الاختيار والتصنيع ومراقبة الجودة بصفتك مهندسًا أول في شركة JS Precision. سيكشف لك هذا الدليل كيفية إتقان هذه التقنية الأساسية للتصنيع الدقيق، لضمان أن كل قطعة - بدءًا من النموذج الأولي الواحد وصولًا إلى ملايين الوحدات المنتجة - تتطابق تمامًا مع طموحاتك التصميمية.
الشكل 1: يوضح عملية الخراطة باستخدام الحاسوب (CNC).
جدول الإجابات الأساسية
| الاعتبارات الرئيسية | استراتيجية التكنولوجيا الأساسية | القيمة الفريدة التي تقدمها شركة JS Precision |
| اختيار مزود الخدمة ومطابقة القدرات | تقييم نطاق المعدات (متعددة المحاور)، وعمق العملية (الخراطة والطحن والمواد المركبة)، ونظام الجودة. | نحن مورد شامل يقدم خدمات الخراطة والطحن باستخدام الحاسوب (CNC) من البداية إلى النهاية، من 3 محاور إلى 5 محاور ، ومن النماذج الأولية إلى الإنتاج بكميات تصل إلى مليون قطعة. |
| تحقيق الدقة والجودة | التحكم في المتغيرات الأساسية لعملية الخراطة باستخدام الحاسوب: أدوات الماكينة، وأدوات القطع، والمعلمات، والتبريد. | بالاعتماد على معدات عالية الصلابة، وقاعدة بيانات صارمة للعمليات، والتحكم الإحصائي في العمليات، سنضمن اتساقًا على مستوى الميكرون للأجزاء المصنعة بدقة. |
| تحسين الكفاءة والتكلفة | تصميم عمليات وسلاسل إمداد مخصصة لإنتاج كميات كبيرة من الأجزاء المصنعة بدقة عالية. | إن الإنتاج على نطاق واسع، وتحليل هندسة القيمة، والاستجابة السريعة المحلية تسمح لنا معًا بتحقيق التكلفة الإجمالية المثلى لمشاريع التصنيع باستخدام الحاسب الآلي ذات الحجم الكبير. |
أهم النقاط الرئيسية:
- إن اختيار الشركاء أهم من مقارنة الأسعار: يجب أن يكون مزود خدمة الخراطة والطحن CNC الممتاز قادرًا على تقديم دعم تصميم التصنيع (DFM)، وهو حجر الزاوية لنجاح المشروع.
- الدقة هي منتج نظامي: تعتمد الجودة الكاملة لعملية الخراطة باستخدام الحاسوب على التآزر بين أدوات الماكينة وأدوات القطع والعمليات والمواد بدلاً من أي عامل واحد.
- تصميم تحرير عدد المحاور: يمكن لخدمات الطحن باستخدام الحاسوب (CNC) خماسية المحاور إنجاز أكثر عمليات التشغيل تعقيدًا في عملية إعداد واحدة . وهذا بحد ذاته هو المفتاح لتحسين الدقة مع تقليل أوقات التسليم.
- تحدد المواد حدود الأداء: من مادة PEEK الطبية إلى سبائك التيتانيوم عالية القوة، يحدد اختيار المواد بشكل مباشر الحد الأقصى لتطبيق الأجزاء المصنعة بدقة .
- الإنتاج الضخم مهنة: يتطلب تصنيع الأجزاء الدقيقة بكميات كبيرة نهجًا مختلفًا عن النماذج الأولية. وتتمثل القضايا الرئيسية في وقت الدورة والاستقرار.
شركة JS Precision: خدمات الخراطة والطحن باستخدام الحاسوب لتصنيع الأجزاء المعقدة
خلال السنوات الخمس عشرة التي تلت تأسيسنا، ركزت شركة JS Precision بشكل كبير على خدمات الخراطة والطحن باستخدام الحاسوب، بما في ذلك تخصيصات الأجزاء الدقيقة المعقدة والإنتاج الضخم.
لقد خدمنا خمس صناعات ذات متطلبات عالية تشمل الصناعات الطبية والفضاء والسيارات والإلكترونيات والمعدات الصناعية، وأنجزنا أكثر من 100000 مشروع وقمنا بتصنيع أكثر من 500 مليون قطعة مصنعة بدقة عالية.
نمتلك أكثر من 50 مجموعة من مرافق التصنيع المتطورة، بما في ذلك مراكز الخراطة والطحن ثنائية المغزل، ومراكز التصنيع خماسية المحاور من علامات تجارية عالمية شهيرة مثل DMG MORI وHaas، والتي تلبي جميع الاحتياجات بدءًا من الخراطة البسيطة وصولًا إلى التصنيع خماسي الأوجه. ويبلغ هامش الخطأ في التحكم بالتفاوتات ±0.005 مم.
أنجزنا عمليات تصنيع خماسية المحاور لأجزاء من سبائك التيتانيوم Ti6Al4V لعملاء في قطاع الطيران، وأتممنا الإنتاج الضخم لملايين من قلوب المضخات الدقيقة المصنوعة من الفولاذ المقاوم للصدأ للقطاع الطبي. كما حصلنا على العديد من الشهادات المعتمدة، مثل ISO9001 وISO13485.
يُمثل هذا الدليل خلاصة خبرة فريقنا العملية بعد إنجاز أكثر من 10,000 مشروع معقد. وتُعدّ النقاط الرئيسية التي يُقدمها، بدءًا من النموذج الأولي وصولًا إلى الإنتاج الضخم، ضمانًا يُمكنكم الوثوق به تمامًا.
هل ترغب بمعرفة كيف يمكن لخدمات الخراطة والطحن باستخدام الحاسوب (CNC) من JS Precision أن تتكيف مع متطلبات قطعك المعقدة؟ ما عليك سوى إرسال رسومات القطعة ومتطلبات التشغيل، وسنقدم لك عرض سعر مجاني مع حلول عملية مصممة خصيصًا، بالإضافة إلى دراسات حالة لمشاريع مماثلة تم تنفيذها سابقًا لتكون مرجعًا لك.
ما هي المعايير الأساسية لاختيار خدمات الخراطة والطحن باستخدام الحاسوب (CNC) الممتازة؟
عند اختيار خدمات الخراطة والطحن باستخدام الحاسوب (CNC)، يلزم إجراء تقييم شامل في ثلاثة أبعاد: التكنولوجيا، والجودة، والتعاون . وهذا ما سيحدد بشكل مباشر دقة القطع، واستقرار التسليم، والقيمة طويلة الأجل للتعاون.
عمق واتساع القدرات التقنية:
تكمن القوة الحقيقية في امتلاك مجموعة متنوعة من المعدات. تمتلك شركة JS Precision مجموعة كاملة من أدوات ماكينات CNC ، من ثلاثة إلى خمسة محاور، بما في ذلك أنظمة الطحن والخراطة متعددة المحاور التي تغطي متطلبات التشغيل لكل شيء بدءًا من الأعمدة البسيطة وحتى قطع الأسطح المنحنية المعقدة، وتُزود هذه المعدات بأفضل العلامات التجارية العالمية في هذا المجال.
موثوقية نظام ضمان الجودة:
تعتمد خدمات الخراطة والطحن باستخدام الحاسوب (CNC) الموثوقة بشكل أساسي على عمليات مراقبة الجودة الشاملة. نحن حاصلون على شهادتي ISO9001 وISO13485 ، ونجري فحصًا للقطعة الأولى، ومراقبةً فوريةً للعملية، وتقارير قياس باستخدام آلة قياس الإحداثيات (CMM) عند التسليم النهائي لضمان اتساق القطع وإمكانية تتبعها دون أي مشاكل في جودة الدفعات.
قدرات الدعم الهندسي والتعاون:
ينبغي أن يشارك مزود خدمة عالي الجودة في مرحلة التصميم . يقدم فريق الهندسة في شركة JS Precision تحليلاً احترافياً للتصميم من أجل التصنيع، مما يوفر تحسيناً لهيكل القطعة، والتفاوتات، واختيار المواد لتحسين قابلية التصنيع وخفض التكاليف لتجنب العيوب أثناء عمليات التشغيل اللاحقة.

الشكل 2: عند اختيار خدمات التصنيع باستخدام الحاسب الآلي، ضع في اعتبارك ما إذا كان المورد لديه معرفة مهنية في تكنولوجيا الحاسب الآلي المبتكرة وفريق من الميكانيكيين المهرة.
ما هي المتغيرات التي تؤثر بشكل كبير على جودة عملية الخراطة باستخدام الحاسوب (CNC)؟
تؤثر عدة متغيرات رئيسية على جودة عملية الخراطة باستخدام الحاسوب (CNC). في الواقع، قد يؤدي إغفال أي خطوة من خطواتها إلى انحرافات في الأبعاد أو إلى تشطيبات سطحية متوسطة الجودة. لذا، تتطلب جميع هذه المتغيرات تحكمًا دقيقًا وحاسمًا لإنتاج قطع خراطة فائقة الجودة.
القدرات الكامنة في أدوات الآلات:
تُشكّل أدوات الآلات الأساسَ لعملية الخراطة باستخدام الحاسوب (CNC). وتُحدّد صلابة المغزل، ودقة دليل التوجيه، والاستقرار الحراري، ونظام التحكم الرقمي بالحاسوب نفسه ، الحدّ الأقصى للدقة .
تتحكم آلة JS Precision في انحراف المغزل بدقة تصل إلى 0.002 مم . وبفضل أدلة التوجيه عالية الدقة ونظام التحكم الرقمي CNC المتطور، فإنها تعوض الاهتزاز والتشوه الحراري لضمان الحصول على أجزاء دقيقة ومستقرة.
"رقصة" الأدوات والعمليات:
يُعدّ اختيار الأداة المناسبة لمعايير مسار القطع جوهر عملية الخراطة باستخدام الحاسوب (CNC) . يتم اختيار مادة الأداة وطلاءها بما يتناسب مع مادة قطعة العمل، بينما يتم تحديد سرعة القطع ومعدل التغذية وعمق القطع المناسبين من خلال الاختبارات لإنتاج أفضل سطح نهائي مع مراعاة الكفاءة.
التأثيرات الخفية للمواد والتبريد:
أثناء عملية تعديل استراتيجية التشغيل الآلي، تختلف خصائص القطع باختلاف المواد. لذا، وباستخدام أدق طرق الاختيار والتطبيق ، تعمل مواد التبريد على خفض درجة الحرارة أثناء القطع، وإزالة الرايش، ومنع تشوه قطعة العمل وتآكل أداة القطع، وضمان استقرار الأبعاد وسلامة سطح الأجزاء المشغولة بدقة.
هل تشعر بالقلق حيال مشاكل الجودة المحتملة في عملية الخراطة باستخدام الحاسوب (CNC)؟ ما عليك سوى تحميل رسومات الأجزاء وكتابة "تشخيص العملية"، وسنقوم بتحليل المتغيرات الرئيسية التي لها أكبر تأثير على جودة الأجزاء المصنعة بدقة، وذلك مجانًا. تساعد حلول تحسين العمليات الموجهة على تقليل مخاطر التشغيل.

الشكل 3: إن تصنيع أجزاء الخراطة الدقيقة هو نتاج مزيج مثالي من المعدات والعمليات والمواد والتكنولوجيا والعديد من العوامل الأخرى.
ثلاثة محاور، أربعة محاور، أم خمسة محاور؟ اختر أفضل خدمة طحن CNC لمشروعك
تتطلب هياكل الأجزاء المختلفة ومتطلبات التشغيل الآلي اختيار خدمات طحن CNC المناسبة. يُمكن لاختيار طريقة التشغيل الآلي الصحيحة أن يُحسّن الكفاءة، ويُقلل التكاليف، ويضمن الجودة .
التصنيع ثلاثي المحاور: حجر الزاوية في التنوع والاقتصاد
تُعدّ عمليات التصنيع ثلاثية المحاور من أكثر خدمات الطحن باستخدام الحاسوب شيوعًا، حيث تُستخدم لتصنيع معظم الأجزاء ذات الشكل الصفيحي والكتلي، بما في ذلك تجاويفها ومحيطاتها ثنائية الأبعاد ونصف. تتميز هذه التقنية بسهولة التشغيل وانخفاض التكلفة، مما يجعلها الخيار الأمثل لمن يبحثون عن التنوع والاقتصاد.
التصنيع بأربعة محاور: إطلاق العنان للإبداع حول المحيطات الأسطوانية
تتضمن عملية التصنيع رباعية المحاور محور الدوران بالإضافة إلى المحاور X وY وZ، مما يجعلها أكثر مرونة . وهي مناسبة لتصنيع الميزات على الأسطح الجانبية للأسطوانات، مثل الأخاديد أو الثقوب أو الكامات، أو لنحت الخطوط المحيطية المستمرة لتقليل التثبيت وتحسين الكفاءة والدقة.
التصنيع المتزامن خماسي المحاور: الحل الأمثل للأسطح المعقدة
تُعد عملية التصنيع المتزامنة ذات المحاور الخمسة خدمة طحن CNC الأكثر تطوراً، حيث تدمج خمسة محاور تتحرك في وقت واحد، بينما يمكن لعملية التثبيت لمرة واحدة تشكيل أجزاء مثل الأسطح الخاصة المعقدة، والمراوح، والغرسات الطبية، مما يجنب عمليات التثبيت المتعددة لتقليل الأخطاء وتحسين الدقة والكفاءة بشكل كبير.
لست متأكدًا من نوع خدمة الطحن باستخدام الحاسوب (CNC) الأنسب لمشروعك؟ ما عليك سوى إخبارنا بالخصائص الهندسية ومتطلبات الدقة وحجم إنتاج الأجزاء، وسيقوم مهندسونا بإجراء تقييم مجاني للعملية للتوصية بحل التصنيع الأكثر فعالية من حيث التكلفة، حتى تتمكن من إيجاد التوازن الأمثل بين الكفاءة والتكلفة.
من الرسومات إلى الواقع: ما هي المواد التي يمكنها تحقيق أعلى متطلبات الدقة في تصنيع الأجزاء المخرطة؟
يؤثر تنوع المواد بشكل مباشر على أداء الأجزاء المصنعة بدقة، وصعوبة معالجتها، وتكلفتها . لذا، يجب اختيار المواد المناسبة وفقًا لظروف استخدام الأجزاء ومتطلبات تصنيعها بدقة عالية.
عائلة المواد المعدنية
أكثر المواد المعدنية شيوعًا في صناعة الأجزاء الدقيقة هي سبائك الألومنيوم المستخدمة في صناعة الطيران والفضاء، مثل سبائك الألومنيوم 7075، والفولاذ المقاوم للصدأ مثل 304/316، وفولاذ الأدوات، وسبائك التيتانيوم Ti6Al4V، وسبائك درجات الحرارة العالية مثل إنكونيل. تتميز سبائك الألومنيوم 7075 بخفة وزنها وقوتها العالية، بينما يتميز الفولاذ المقاوم للصدأ بمقاومته للتآكل، وتتمتع سبائك التيتانيوم بتوافق حيوي جيد، أما سبائك درجات الحرارة العالية فتتميز بمقاومتها للظروف البيئية القاسية.
المواد غير المعدنية والمواد المتقدمة
تُعدّ المواد البلاستيكية الهندسية عالية الأداء (PEEK، ULTEM)، والمواد المركبة، والسيراميك الخاص خيارات مهمة أيضاً. يتميز PEEK بمقاومة جيدة للحرارة وتوافق حيوي، بينما يتميز ULTEM بقوة عالية ومقاومة كيميائية، أما المواد المركبة فتتميز بخفة الوزن والقوة العالية، ويتميز السيراميك الخاص بصلابة عالية ومقاومة جيدة للتآكل، وكلها تتطلب عمليات تصنيع متخصصة.
من المختبر إلى خط الإنتاج: التحول الاستراتيجي لإنتاج الأجزاء الدقيقة بكميات كبيرة
من النموذج الأولي إلى الإنتاج الضخم للأجزاء الدقيقة المصنعة بدقة عالية ، يلزم إجراء تحول استراتيجي شامل في العمليات ومراقبة الجودة وسلسلة التوريد وجوانب أخرى لتحقيق إنتاج ضخم مستقر وفعال.
توحيد العمليات وتحسينها
تتميز عمليات النماذج الأولية بمرونة عالية، إلا أن الإنتاج الضخم يتطلب عمليات موحدة. نعمل على دمج العمليات الفعالة، وتحسين معايير القطع، وتصميم تجهيزات خاصة، واعتماد مخارط متعددة المحاور لتبسيط العمليات المعقدة وتحويلها إلى تدفق إنتاجي دوري، مما يحسن الكفاءة ويقلل تكاليف الوحدة.
تحول جذري في مراقبة الجودة
تتطلب عمليات التصنيع باستخدام الحاسوب (CNC) بكميات كبيرة تحولاً جذرياً من الفحص الشامل إلى فحص العينات القائم على التحكم الإحصائي في العمليات (SPC) لضمان الجودة. نُنشئ نظاماً تنبؤياً لمراقبة الجودة لجمع البيانات في الوقت الفعلي حول عمليات التصنيع، وتحليل اتجاهات تقلباتها، والإنذار المبكر بالمشاكل المحتملة، مما يضمن استقراراً طويل الأمد للأجزاء المصنعة بدقة عالية بكميات كبيرة.
التعاون في سلسلة التوريد والخدمات اللوجستية
تتطلب سلسلة التوريد معايير عالية للغاية لتوفير كميات كبيرة من قطع الخراطة الدقيقة. ولذلك، نُطبّق نموذج الإنتاج في الوقت المناسب وإدارة المخزون من قِبل المورد ، ونُبرم اتفاقيات طويلة الأجل مع موردي المواد الخام لضمان الإمداد، ونُحسّن حلول الخدمات اللوجستية، ونُسلّم بدقة وفقًا لخطط إنتاج العملاء.
كيفية تحسين فعالية التكلفة لمشاريع التصنيع باستخدام الحاسوب ذات الحجم الكبير؟
يُعدّ التحكم في التكاليف أمرًا بالغ الأهمية في مشروع التصنيع باستخدام الحاسوب (CNC) ذي الحجم الكبير. وسيؤدي التحسين الشامل من منظور التصميم والعملية والتكلفة إلى جعل المنتج أكثر فعالية من حيث التكلفة مع ضمان الحفاظ على الجودة نفسها.
هندسة القيمة على مستوى التصميم:
دون التأثير على الوظائف، يعمل مهندسونا بشكل وثيق مع العملاء لتحسين كفاءة التصنيع بشكل كبير وتقليل التكلفة باستخدام تعديلات تصميمية طفيفة مثل الحواف الموحدة، والتفاوتات غير الحرجة المخففة، والهياكل المعقدة المبسطة.
عمليات الإنتاج الرشيق:
تُساهم منهجية التصنيع الرشيق في الحد من الهدر وتحسين كفاءة عمليات التصنيع باستخدام الحاسوب (CNC) ذات الإنتاج الضخم . نعمل على عزل وإزالة العمليات غير الفعالة، مثل الانتظار والمناولة والمعالجة الزائدة، من خلال تطبيق التحميل والتفريغ الآلي، والجدولة المركزية، وتعزيز الاستخدام الأمثل للمعدات.
منظور التكلفة الإجمالية للملكية:
لا يقتصر تحسين التكاليف على تكلفة المعالجة لكل قطعة فحسب، بل يجب أن يشمل التكلفة الإجمالية للملكية بما في ذلك الخدمات اللوجستية والمخزون ومخاطر الجودة . نحن نقدم حلولاً شاملة مثالية من خلال تحسين سلسلة التوريد، وتطبيق إدارة المخزون من قبل المورد، وتعزيز استقرار الجودة.
استجابة خلال 48 ساعة، وتخفيض التكاليف بنسبة 35%: شركة JS Precision تساعد الشركات الطبية على استقرار إنتاج ملايين وحدات من لبّات المضخات الدقيقة
خلفية:
لدى إحدى كبرى شركات المعدات الطبية الأوروبية طلب سنوي على ملايين القطع المصنعة بدقة لمنتجها الأساسي، وهو عبارة عن قلب مضخة دقيق من الفولاذ المقاوم للصدأ.
تُعدّ هذه الأجزاء مكونات أساسية لتوصيل الأدوية في الأجهزة الطبية. ونظرًا لارتفاع التكاليف وعوامل جغرافية، بلغت نسبة تأخير التسليم لدى المورّد الأوروبي الأصلي 15% ، مما أثّر سلبًا على إنتاج العميل.
التحديات:
تفاوت الجزء ±0.008 مم، خشونة السطح Ra0.4، يحتاج إلى تنظيف وتغليف معقم، جودة خالية من العيوب، تحسين التكلفة، وانتقال سلس لسلسلة التوريد دون انقطاعات في الإنتاج.
حلول دقيقة باستخدام جافا سكريبت:
1. يكمن الإنجاز الرئيسي في إعادة هندسة العمليات.
قام الفريق الهندسي لشركة JS Precision بإعادة هندسة عملية " الخراطة أحادية القطعة + الطحن متعدد المراحل " الأصلية من خلال تحليل DFM إلى عملية تثبيت واحدة باستخدام مركز الخراطة والطحن ثنائي المغزل DMG MORI المستورد مع زيادة وقت الدورة بنسبة 50٪ عن طريق تقليل أخطاء التثبيت.
2. يضمن نشر نظام الإنتاج الضخم الاستقرار.
تم إنشاء خط إنتاج مخصص للمشروع من خلال دمج الفحص التلقائي ومراقبة SPC في الوقت الفعلي ، وإنشاء نموذج مخزون VMI، وإنشاء نقطة تخزين بالقرب من مركز التجميع الآسيوي للعميل من أجل التسليم الأسبوعي الدقيق.
3. الاستجابة الطارئة المحلية تبدد المخاوف.
استنادًا إلى مزايا سلسلة التوريد المحلية في الصين، تم إنشاء قناة طوارئ لتجديد الأدوات والمواد المساعدة، وتم تشكيل فريق مشروع محترف يضم أعضاء خدمة ثنائيي اللغة لدعم مؤتمر الفيديو الأسبوعي وتقديم الردود على الاستفسارات الفنية في غضون 48 ساعة.
نتائج:
حققنا زيادة كبيرة في الإنتاج خلال ستة أشهر، وخفضنا تكاليف الوحدة بنسبة 35%، وبلغت نسبة التسليم في الموعد المحدد 99.8%، ونسبة النجاح 100% ، مع الالتزام التام بمتطلبات معيار نظام إدارة جودة الأجهزة الطبية ISO 13485:2016 . نجح العميل في تقليل مخاطر سلسلة التوريد في منطقة آسيا، وهو يخطط الآن لنقل المزيد من إنتاج الأجزاء الدقيقة بكميات كبيرة إلى شركة JS Precision.
هل تحتاجون إلى إنتاج كميات كبيرة من ملايين القطع الدقيقة المصنعة بالخراطة؟ اتصلوا بنا الآن. أخبرونا بمتطلباتكم من القطع وخطة الإنتاج، وسنقدم لكم دراسة جدوى مجانية للإنتاج بكميات كبيرة مع عرض سعر لمساعدتكم على خفض التكاليف وزيادة الكفاءة.
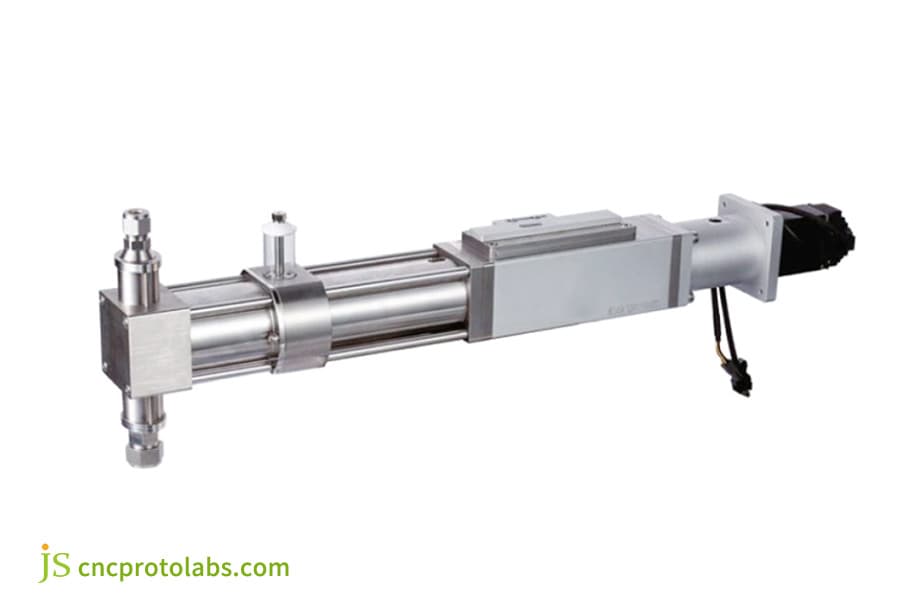
الشكل 4: مضخة قياس دقيقة
لماذا تُعدّ خدمات الطحن باستخدام الحاسوب (CNC) القريبة مني ميزة استراتيجية لك في الصين؟
في هذا السياق، يُمكن أن يُحقق اختيار خدمات الطحن باستخدام الحاسوب (CNC) في الصين، وبالأخص الشراكة مع شركة JS Precision ، المزايا الاستراتيجية التالية لأعمالك ذات التوجه العالمي. ولا تقتصر هذه المزايا على تحسين التواصل والمرونة وعمق التعاون فحسب، بل تتجاوز ذلك بكثير إلى مزايا التكلفة.
التواصل السلس والتطوير المتزامن
باختيارك شركة JS Precision، ستحصل على فريق هندسي يعمل بكامل طاقته في قلب سلسلة التوريد الخاصة بك في منطقة آسيا والمحيط الهادئ. تتداخل ساعات العمل مع الأسواق العالمية الرئيسية لدعم المكالمات الفورية، ومراجعات الرسومات، ومؤتمرات الفيديو. كما تُتاح استجابات سريعة لمرحلتي النماذج الأولية والإنتاج الضخم لضمان كفاءة ودقة عمليات التطوير.
المرونة القصوى التي تقع في قلب النظام البيئي للتصنيع
تُعدّ الصين مركزًا عالميًا للتصنيع. وبفضل تطوير سلسلة التوريد محليًا، توفر شركة JS Precision المواد الخام والملحقات بسرعة. كما أن تسليم العينات أسرع بنسبة 30% مقارنةً بأوروبا وأمريكا، مما يُمكّن من الاستجابة السريعة لزيادة الطلبات وتعديل العمليات، وبالتالي توفير مرونة لا مثيل لها.
شريك تعاون عميق يتجاوز الموردين
انطلاقاً من فهمنا للمعايير الدولية ومتطلبات الامتثال للصناعات، نقدم إدارة مشاريع ثنائية اللغة شفافة ، وتحديثات منتظمة عن التقدم المحرز، واقتراحات استباقية لتحسين التصنيع لتقليل التكاليف وتعزيز الكفاءة في العملية.
هل تحتاج إلى خدمات طحن CNC فعالة بالقرب منك ؟ املأ متطلبات مشروعك واتصل بنا، وسنخصص لك مدير حساب على الفور مع تقديم حلول مجانية لسلسلة التوريد الصينية للمساعدة في تعزيز القدرة التنافسية لعملك.
الأسئلة الشائعة
س1: ما هو الحد الأدنى لكمية الطلب؟
ليس لدينا حد أدنى صارم لكمية الطلب . من عينة نموذجية واحدة إلى ملايين الوحدات في الإنتاج الضخم، ندعم كل طلب، سواء كنت في مرحلة تطوير المشروع أو مرحلة الإنتاج الضخم.
س2: هل ينبغي دعم طريقة التجميع أو معالجة السطح بالتزامن مع توفير خدمات التصنيع باستخدام الحاسوب (CNC)؟
نعم، نحن نقدم خدمة متكاملة . فإلى جانب عمليات الطحن والتشكيل باستخدام الحاسوب، نغطي معالجات الأسطح بما في ذلك الأنودة والطلاء الكهربائي والسفع الرملي والتخميل، بالإضافة إلى تجميع الأجزاء وخدمات التعبئة والتغليف المخصصة لتبسيط إدارة سلسلة التوريد الخاصة بك بشكل كبير.
س3: هل التصنيع باستخدام 5 محاور أغلى دائمًا من التصنيع باستخدام 3 محاور؟
ليس بالضرورة . قد تستخدم الأسطح المنحنية المعقدة وعمليات تصنيع الأجزاء متعددة المراحل تقنية التصنيع بخمسة محاور، مما يقلل من عمليات الإعداد ويجعل دمج العمليات أكثر اقتصادية. سنقترح عليك الحل الأمثل والأكثر فعالية من حيث التكلفة لخدمات الطحن باستخدام الحاسوب (CNC) بما يتناسب مع شكل الجزء وكمية الإنتاج.
س4: مع الإنتاج الضخم، كيف يمكنك ضمان التناسق المطلق للأجزاء؟
من خلال استخدام أدوات الآلات عالية الدقة، وإجراءات التشغيل القياسية لكل عملية، والتخطيط الدوري لاستبدال الأدوات، ونظام مراقبة العمليات الإحصائية الصارم الذي سيراقب عملية الإنتاج في الوقت الفعلي، يمكننا ضمان اتساق الأجزاء المصنعة بدقة عالية على المدى الطويل وبكميات كبيرة .
س5: كم من الوقت سيستغرق الأمر من الاستفسار إلى استلام عرض الأسعار؟
في حالات الاحتياجات القياسية حيث يكون الرسم واضحًا والمواصفات محددة بدقة، نقدم عادةً عرض سعر مبدئي خلال 24 ساعة . أما بالنسبة للأجزاء التي تتضمن هياكل معقدة تتطلب تقييمًا للعملية، فإن مدة تقديم عرض السعر تتراوح بين يوم عمل واحد ويومين ، مع ضمان الدقة.
س6: ما هو أقصر وقت لتسليم النماذج الأولية؟
يمكن تسليم نماذج أولية بسيطة خلال 3-5 أيام عمل بعد استلام رسوماتك وتأكيد الطلب. أما بالنسبة للمشاريع العاجلة، فنقوم بتفعيل مسار سريع، وتخصيص موارد للإنتاج ذي الأولوية، وتقليص وقت التسليم.
س7: كيف تحمي حقوق الملكية الفكرية لتصميمي؟
سنوقع مع العملاء اتفاقية سرية صارمة، وسنقوم بتشفير وإدارة الرسومات والبيانات الفنية للعملاء، وعزل مشاريع العملاء المختلفة مادياً وفي أنظمة الإنتاج لضمان سلامة الملكية الفكرية لتصميمك خلال العملية بأكملها.
س8: ما هي عملية معالجة مشاكل الجودة؟
نتبع منهجية حل المشكلات الثمانية الأبعاد . نبدأ بعزل المنتج الذي يُسبب المشكلة لتجنب تفاقمها، ثم نُشكّل فريقًا متخصصًا لتحليل الأسباب الجذرية. نُطبّق بسرعة إجراءات تصحيحية ووقائية، ونُقدّم تقريرًا شاملاً للعميل، لضمان حل المشكلة نهائيًا.
خاتمة
بشكل أساسي، يعد تصنيع الأجزاء الدقيقة أمرًا صعبًا، حيث يتطلب إيجاد توازن مناسب بين الدقة والكفاءة والتكلفة ، وهو ما يجعل خدمات الخراطة والطحن باستخدام الحاسوب (CNC) الموثوقة أمرًا بالغ الأهمية.
شركة JS Precision هي امتدادك الاستراتيجي في الصين. تضمن تقنية الخراطة والطحن المتقدمة باستخدام الحاسوب، إلى جانب التعاون السلس في المشاريع الدولية، تنفيذ تصميماتك بكفاءة ودقة من المخطط الأولي وحتى الإنتاج الضخم.
اتخذ إجراءً فوريًا واحصل على استجابة احترافية من صميم مجال التصنيع الدقيق:
أرسل إلينا رسومات أو متطلبات قطع الغيار الخاصة بك، واحصل على دراسة جدوى تصنيع احترافية مع عرض سعر تنافسي خلال 24 ساعة. تواصل مع شركة JS Precision اليوم لتسهيل عملية التصنيع الدقيق وجعلها أكثر موثوقية.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com

