

Аэрокосмическая 5-осевая обработка является важным инструментом, позволяющим обойти технологические узкие места в аэрокосмической промышленности. Проблемы, с которыми в настоящее время сталкивается авиакосмическая промышленность, являются значительными:
Геометрическая сложность деталей продолжает расти, большая часть используемых материалов, таких как титановые сплавы и Inconel 718, трудно поддается механической обработке, и существует необходимость строго контролировать критические допуски на размеры в пределах ±0,005 мм. Кроме того, система AS9100D предъявляет очень жесткие требования к контролю и отслеживаемости процессов.
Эта технология, будучи единственным способом, выходит за рамки производства деталей для аэрокосмической отрасли , тем самым открывая путь глобальной цепочке поставок к реализации идеального сочетания точности, эффективности и соответствия требованиям.
Обзор ключевых ответов
| Ключевые вопросы | Ключевые ответы | Ценность, принесенная вам |
| Как решить проблемы обработки деталей аэрокосмической отрасли? | 5-осевая обработка в аэрокосмической отрасли может стать решением сложных проблем обработки титановых сплавов/инконеля за счет выполнения одной установки обработки сложной геометрии. | Узнайте всю историю о том, как 5-осевая технология обеспечивает максимальную точность и циклы доставки на уровне аэрокосмической отрасли. |
| Как обеспечить соответствие деталей аэрокосмической отрасли стандартам AS9100? | Сложная система прецизионной обработки для аэрокосмической отрасли + полная отслеживаемость процесса + измерение на станке и проверка КИМ. | Обеспечьте соответствие требованиям, сократите риски, связанные с качеством , и ускорьте процесс сертификации летной годности. |
| Почему стоит выбрать китайского партнера по 5-осевой обработке? | После тщательной оценки возможностей оборудования, опыта работы с труднообрабатываемыми материалами, сертификации AS9100 и инженерной поддержки компания JS Precision способна обеспечить двойное преимущество в плане затрат и технологий . | Это создает логическую основу оценки для выявления стратегических партнеров, которые действительно могут снизить общие затраты. |
Ключевые выводы:
- Точность равна безопасности: допуски для деталей аэрокосмической отрасли часто соблюдаются в пределах ±0,005 мм . Прецизионная обработка в аэрокосмической отрасли является технической основой достижения надежности в полете.
- Материалы решают процессы: титановый сплав имеет вдвое меньшую теплопроводность, чем нержавеющая сталь, а Inconel 718 характеризуется чрезвычайно высокой прочностью при повышенных температурах, поэтому 5-осевой фрезерный станок с ЧПУ стратегия носит целевой характер.
- Соответствие требованиям создает ценность: сертификация AS9100D вместе с полной отслеживаемостью процессов является ключом к международной интеграции цепочек поставок для отрасли производства аэрокосмических деталей.
- Преимущества китайского производства: используя развитую производственную цепочку и возможности быстрого реагирования, китайские 5-осевые обрабатывающие центры с ЧПУ превращаются в один из лучших вариантов для мирового аэрокосмического производства.
Почему стоит доверять этому руководству? Опыт JS Precision в аэрокосмической 5-осевой технике
Фундаментальная ценность этого руководства основана на более чем десятилетнем практическом опыте JB Precision в области 5-осевой обработки в аэрокосмической отрасли.
Выполнив более 5000 проектов 5-осевой обработки с ЧПУ и обслуживая более 30 компаний цепочки поставок Boeing и Airbus, JS Precision создала собственную базу данных процессов 5-осевой обработки титановых аэрокосмических деталей и 5-осевой обработки Inconel 718 для аэрокосмической отрасли.
Все наши ведущие инженеры имеют не менее 15 лет опыта работы в аэрокосмической промышленности, что дает им возможность точно предвидеть и устранять более 99% технических рисков при механической обработке, таких как деформация титанового сплава и износ инструмента из Inconel 718, которые являются распространенными отраслевыми проблемами.
Все наши технологические решения проверены на производстве. Например, тематическое исследование обработки лопаток турбин авиационных двигателей показало, что оптимизация с помощью 5-осевого фрезерного станка с ЧПУ сократила производственный цикл на 45% и снизила процент брака до менее чем 0,8%.
Кроме того, система качества JS Precision полностью соответствует Стандарты AS9100D , следовательно, сертифицированный поставщик, признанный ведущими мировыми производителями аэрокосмической продукции.
Что касается машинного оборудования, JS Precision может похвастаться в общей сложности 28 5-осевыми обрабатывающими центрами с ЧПУ от ведущих мировых брендов , таких как DMG MORI и Makino , которые включают в себя все конфигурации, такие как типы с двумя столами и наклонной головкой, с максимальным диапазоном обработки 2000 × 2000 × 1800 мм, что позволяет обрабатывать любую категорию, от микропрецизионных деталей до крупных структурных компонентов.
Кроме того, мы создали специальную лабораторию для экзотических материалов , где мы продолжаем совершенствовать параметры резки титановых сплавов, а также Inconel 718, тем самым поддерживая наши технологические решения на переднем крае отрасли.
Хотите проверить возможности нашей технологии 5-осевой обработки в аэрокосмической отрасли? Свяжитесь с командой инженеров JS Precision прямо сейчас, расскажите им о своих потребностях в обработке деталей, и вы сможете получить бесплатный индивидуальный отчет о технико-экономическом обосновании процесса, непосредственно устраняющий ваши болевые точки при обработке.
Что такое 5-осевая обработка в аэрокосмической отрасли и как она революционизирует производство деталей для аэрокосмической отрасли?
Фундаментальное различие между 5-осевой обработкой с ЧПУ и традиционной трехосной обработкой заключается в прорыве в измерении движения . Он совместим с аэрокосмической промышленностью и, таким образом, ведет к преобразованию производства деталей для аэрокосмической отрасли и позволяет выполнять сложную обработку деталей для достижения баланса между точностью и эффективностью.
Основные принципы 5-осевой обработки
Традиционная 3-осевая обработка с ограничениями «2,5D» отличается от 5-осевой обработки с ЧПУ тем, что в последней добавлены оси вращения A и B к осям X, Y и Z , так что инструмент может перемещаться по пяти степеням свободы.
Инструмент может обрабатывать сложные изогнутые поверхности только за один установ, тем самым избегая накопленных ошибок позиционирования и полностью отвечая стандартам точной обработки деталей аэрокосмической промышленности.
Смена парадигмы в производстве деталей для аэрокосмической отрасли
1. Чрезвычайная точность: единая установка сокращает ошибки позиционирования с более чем 0,02 мм до ±0,005 мм, что позволяет легко удовлетворить требования к точности размеров деталей аэрокосмической отрасли.
2. Сложные поверхностные возможности: встроенные лопастные диски, лопатки турбины и т. д. можно выполнить только за один запуск , что сокращает время ожидания процесса.
3. Сокращение цикла поставки на 40 %: результатом является сокращение рабочей силы и конструкции приспособлений, оптимизация процессов и адаптация к потребностям быстрой доставки аэрокосмических проектов.
Хотите узнать, как можно оптимизировать процесс производства деталей для аэрокосмической отрасли с помощью 5-осевой обработки? Отправьте свою 3D-модель, и инженеры JS Precision бесплатно создадут для вас индивидуальное решение для 5-осевого фрезерного станка с ЧПУ, открывая путь к снижению затрат и повышению эффективности.

Рисунок 1. Крупный план нескольких высокоточных деталей из титанового сплава сложной формы, демонстрирующий результаты передового производства.
Каковы основные проблемы при обработке титана и инконеля на 5-осном станке с ЧПУ?
Свойства материалов компонентов аэрокосмической отрасли во многом определяют степень сложности 5-осевого фрезерования с ЧПУ. Титановые сплавы и инконель 718, как основные материалы, трудно поддаются механической обработке из-за отличительных физических характеристик этих материалов, поэтому необходимы специальные технологические стратегии.
Термический аспект обработки титановых сплавов
Теплопроводность титановых сплавов вдвое ниже, чем у титановых сплавов. нержавеющая сталь (для Ti-6Al-4V она составляет около 7 Вт/м·К). При резке тепло в основном генерируется в точке контакта между инструментом и заготовкой, что сокращает срок службы инструмента.
Проблему можно решить, поддерживая наилучшие условия резания с помощью 5-осевых рычагов, охлаждения под высоким давлением и систем активного гашения вибраций.
Проблема жаропрочности Inconel 718
Инконель 718 сохраняет свою высокую прочность выше 600, но его обрабатываемость очень плохая, а износ инструмента довольно быстрый . Поэтому необходимо использовать керамические или высокопроизводительные твердосплавные инструменты в сочетании с методами трохоидального фрезерования и точно настроенными параметрами резания, чтобы получить компромисс между производительностью и сроком службы инструмента.
Сравнение параметров обработки титанового сплава и Inconel 718:
| Материал | Рекомендуемая скорость резания (м/мин) | Скорость подачи (мм/зуб) | Метод охлаждения | Тип инструмента | Твердость обработки (HRC) | Теплопроводность (Вт/м·К) |
| Ти-6Ал-4В | 30-50 | 0,05-0,12 | Внутреннее охлаждение высокого давления (70 бар) | Твердый сплав с покрытием TiAlN | 32-38 | 7 |
| Инконель 718 | 20-40 | 0,03-0,08 | Внутреннее охлаждение высокого давления (100 бар) | Керамический инструмент/Кубический нитрид бора | 40-45 | 11 |
| Нержавеющая сталь 304 | 80-120 | 0,15-0,25 | Традиционное охлаждение | Обычный карбид | 20-25 | 16 |
| 7075 Алюминиевый сплав | 300-500 | 0,2-0,4 | Эмульсионное охлаждение | Карбид | 15-20 | 167 |
Хотите решить проблемы обработки титанового сплава/инконеля 718? Запишитесь на индивидуальную консультацию с инженером-технологом JS Precision и получите бесплатную индивидуальную консультацию. 5-осевое фрезерование с ЧПУ таблица параметров для повышения эффективности обработки.
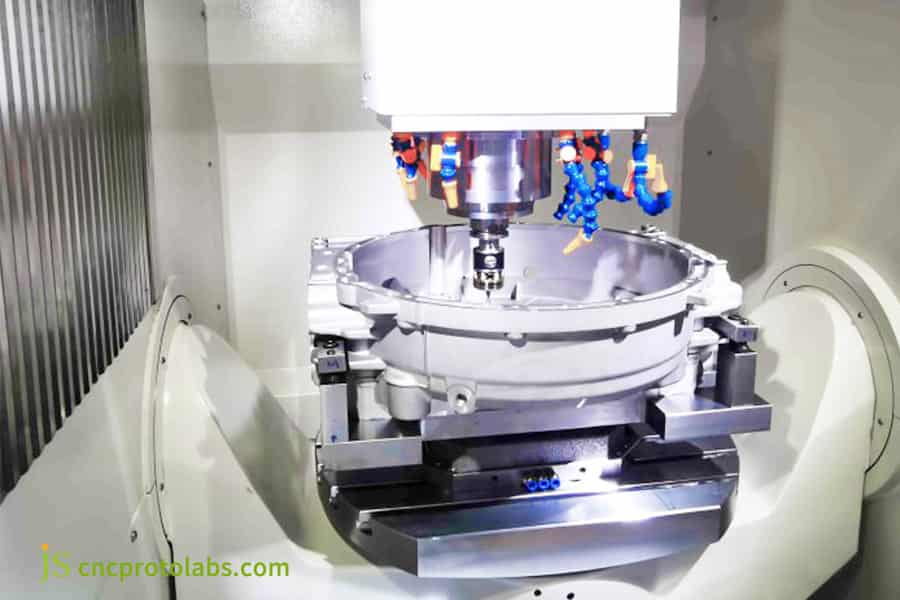
Рис. 2. Мощный 5-осевой обрабатывающий центр активно фрезерует большую круглую титановую деталь для аэрокосмической отрасли, при этом виден СОЖ.
Как обеспечить качество и соответствие требованиям при прецизионной обработке в аэрокосмической отрасли?
Суть прецизионной механической обработки в аэрокосмической отрасли заключается в производстве изделий с «нулевыми дефектами». Стандарт AS9100D очень строгий и ограничивает возможности. Двойная гарантия соответствия требованиям этого стандарта — это модернизированная технология 5-осевого обрабатывающего центра с ЧПУ и комплексная система качества. Весь процесс должен быть прослеживаемым и контролируемым.
Внутримашинные измерения и управление с обратной связью
В настоящее время 5-осевые обрабатывающие центры с ЧПУ оснащены датчиками смещения шпинделя и лазерными системами настройки инструмента, которые позволяют станку обнаруживать и компенсировать критические размеры в режиме реального времени . Компания JS Precision ограничила отклонения деталей аэрокосмической промышленности до 0,003 мм, что обеспечивает режущие кромки без заусенцев.
Координатное измерение и полное отслеживание процесса
Детали после обработки должны быть измерены координатно-измерительной машиной КИМ (КИМ) и выдан отчет. Запись ключевой информации является обязательным условием прецизионной обработки в аэрокосмической отрасли. JS Precision использует систему MES для полной оцифровки данных .
Система управления качеством AS9100D
AS9100D — это минимальный стандарт для любого поставщика аэрокосмической отрасли. Сертификация JS Precision дала три основных преимущества: взаимное понимание спецификаций, обеспечение стороннего аудита и плавную интеграцию глобальной цепочки поставок.
Влияние обработки поверхности на усталостную долговечность компонентов аэрокосмической отрасли
Для компонентов аэрокосмической отрасли требуется целостность поверхности на очень высоком уровне. Процессы дробеструйной обработки титанового сплава и пассивации Inconel 718 компании JS Precision полностью соответствуют Стандарты MIL-DTL-5541 .
Общие требования к обработке поверхности и технологическим процессам для деталей аэрокосмической отрасли
| Процесс | Применимые материалы | Основная цель | Стандартный | Требование к шероховатости поверхности (Ra) |
| Дробеструйная обработка | Титановый сплав/Инконель 718 | Улучшает усталостную устойчивость | MIL-STD-1316 | ≤0,8 мкм |
| Жесткое анодирование | Алюминиевый сплав 7075/2024 | Повышает износостойкость | МИЛ-А-8625 | ≤0,6 мкм |
| Пассивация | Инконель 718/нержавеющая сталь | Улучшает коррозионную стойкость | АСТМ А967 | ≤0,4 мкм |
| Микродуговое оксидирование | Титановый сплав | Повышает твердость поверхности | ГБ/Т 30754 | ≤1,0 мкм |
5-осевой обрабатывающий центр с ЧПУ: цапфовый стол против. Поворотная головка – какую выбрать?
Организация 5-осевой обрабатывающий центр с ЧПУ оказывает прямое влияние на эффективность обработки и точность деталей аэрокосмической отрасли. Точный выбор деталей, исходя из их характеристик, является очень деликатным шагом. JS Precision имеет как двойной цапфовый стол, так и конфигурацию с поворотной головкой для удовлетворения различных требований.
Плюсы и минусы двойной структуры таблицы транкинговых таблиц
- Плюсы: устойчивость к высокой жесткости, умеренная стоимость, стабильная траектория инструмента, подходит для крупномасштабного производства компонентов аэрокосмической конструкции малых и средних размеров и может использоваться для деталей из титановых сплавов, таких как опоры спутников.
- Минусы: Ограниченная грузоподъемность стола (обычно ≤500 кг), не подходит для обработки больших балок из титанового сплава и деталей рамы.
Варианты использования конструкции с поворотной головкой
- Плюсы: Способен обрабатывать крупные заготовки весом более 5 тонн, имеет широкий диапазон обработки, подходит для крупных деталей, таких как лонжероны крыльев самолетов, способен фрезеровать глубокие полости и крупногабаритные детали .
- Минусы: дорогое оборудование, высокие требования к программному обеспечению для 5-осевого программирования и постобработки, а также необходимость в профессиональном техническом персонале для работы.
Как правильно выбрать оборудование по характеристикам детали?
JS Precision предлагает учитывать размер, материал и размер партии детали:
- Для конструкционных деталей из титановых сплавов диаметром более 1000 мм лучшим выбором считается станок с наклонной головкой.
- Для высокоточных компонентов малого и среднего размера используется тип с двойным наклоном , обеспечивающий как эффективность, так и точность.
- Например, тип с двойным наклоном увеличивает эффективность обработки на 25% для небольших дисков турбины, тогда как тип с наклонной головкой позволяет обрабатывать большие шпангоуты фюзеляжа одним зажимом.
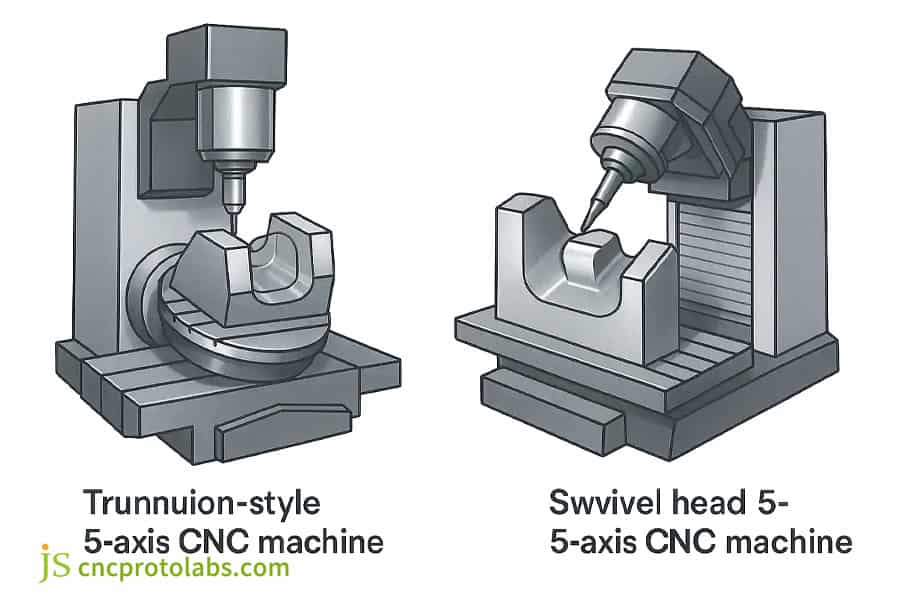
Рисунок 3: На параллельной диаграмме сравниваются 5-осевой станок с ЧПУ с цапфой и поворотной головкой.
Почему стоит сотрудничать с JS Precision для решения ваших задач по 5-осевой обработке в аэрокосмической отрасли?
В аэрокосмической 5-осевой обработке технология, оборудование и соответствие требованиям партнера напрямую влияют на успех обработки или нет. JS Precision уже более 10 лет активно работает в аэрокосмической отрасли. Их основная специализация — титановые сплавы и inconel 718 для аэрокосмической обработки, 5-осевая , что делает их первоклассным партнером в аэрокосмической отрасли во всем мире.
Опыт и экспертиза
Команда инженеров JS Precision работала с более чем 2000 типами деталей для аэрокосмической отрасли, поэтому у них есть полная база данных по труднообрабатываемым материалам и процессам. Они могут предвидеть и устранить 99% проблем механической обработки , включая деформацию тонкостенных деталей из титанового сплава.
Оборудование и возможности
На заводе имеются 5-осевые обрабатывающие центры с ЧПУ от DMG MORI и Makino с максимальным диапазоном обработки 2000×2000×1800 мм и грузоподъемностью 5 тонн. Они соответствуют требованиям обработки титановых сплавов в тяжелых условиях и позволяют выполнять обработку за одну операцию.
Комплексное обслуживание
JS Precision предлагает решение высшего уровня, начиная от оптимизации DFM, закупки материалов, 5-осевой обработки и заканчивая обработкой поверхности, что сокращает управление цепочкой поставок.
Соответствие требованиям и надежность
JS Precision имеет сертификаты специальных процессов AS9100D и NADCAP. Каждая партия деталей выдается с сертификатом качества материала, отчетом о проверке CMM и отчетом о первой статье FAI , что полностью соответствует требованиям соответствия.
Пример использования JS Precision: снижение затрат на 40 %! Американский поставщик авиационных двигателей устраняет узкое место в производстве титановых компонентов
Испытание
Американский поставщик авиационных двигателей уровня 1 является главным поклонником узкого места из титанового сплава (материал TC4, диаметр 850 мм, толщина самой тонкой стенки 1,2 мм), у которого было две основные проблемы:
- Срок выполнения заказа у первоначального европейского поставщика составил до 22 недель.
- Степень деформации при механической обработке достигала 12% , а стоимость обработки одной бутылки превышала 8000 долларов США, что серьезно повлияло на ход проекта и прибыль.
После сравнительных исследований поставщик решил сотрудничать с JS Precision, чтобы обнаружить прорывные процессы и оптимизировать затраты.
Решение
JS Precision, которая имела большой опыт в производство аэрокосмических деталей представил трехэтапную стратегию оптимизации процессов:
Шаг 1: Оптимизация DFM и моделирование процесса
Перераспределение припуска на заготовку на основе анализа конечных элементов, уделение первоочередного внимания термообработке, чтобы минимизировать деформацию, возникающую в результате снятия напряжений при механической обработке, и разработка специально разработанного гибкого приспособления для контроля ошибок зажима в пределах 0,03 мм.
Шаг 2: 5-осевые инновации в процессах
После постепенного процесса « черновая обработка + получистовая обработка + старение + чистовая обработка » на завершающем этапе циклоидального фрезерования используется для контроля колебаний силы резания, при этом односторонние припуски равномерно удаляются и предотвращается деформация тонких деталей со стенками.
Шаг 3. Внутримашинное измерение и компенсация в замкнутом контуре
Измерения станка выполняются после завершения каждой ключевой детали во время обработки. Кроме того, данные измерений автоматически передаются обратно в систему CAM для корректировки траектории инструмента для следующего элемента, обеспечивая, таким образом, постоянное отклонение толщины стенки в пределах ±0,05 мм .
Результаты
В итоге JS Precision добилась значительного повышения эффективности обработки:
- Уровень деформационного брака корпуса вентилятора из титанового сплава снижен с 12% до 1,5% .
- Общие затраты на закупки были снижены на 40% по сравнению с европейскими поставщиками (стоимость единицы продукции снижена до менее 4 800 долларов США ).
- Срок поставки был удержан в пределах 10 недель , что позволило заказчику ускорить поставку двигателей и получить заказы на долгосрочное сотрудничество.
Хотите повторить это снижение затрат и повышение эффективности? Расскажите инженерам JS Precision о своих болевых точках при обработке деталей, и вы получите бесплатное индивидуальное решение для 5-осевой обработки в аэрокосмической отрасли, позволяющее преодолеть узкие места производства.

Рисунок 4. Основное изображение готовой цилиндрической детали для аэрокосмической отрасли, окруженное маленькими значками, обозначающими этапы процесса 5-осевой обработки.
Как получить подробное предложение на 5-осевую обработку для аэрокосмической отрасли?
Получение точного ценового предложения является основным шагом к партнерству. Точность котировки зависит от объема предоставленных технических данных. Профессиональный и быстрый процесс цитирования JS Точность предлагает клиентам чистую и понятную информацию о затратах , что дает им возможность контролировать свои расходы.
Какие технические детали необходимо предоставить для предложения?
- 3D-модель (формат STEP/IGES) , четко обозначающая все особенности детали.
- 2D-чертежи (с указанием основных допусков размеров и требований к обработке поверхности), четко определяющие стандарты точности.
- Характеристики материалов (титановый сплав ТС4, Инконель 718 и т. д.), определяющие направление процесса.
- Годовой спрос и график поставок, облегчающий планирование производства.
Ключевые факторы, влияющие на ценообразование
- Стоимость материала: Титановые сплавы в 5-8 раз дороже алюминиевых сплавов, а Инконель 718 примерно в 1,5 раза дороже.
- Время обработки: сложность детали влияет на затраты времени на обработку, поэтому детали со сложной изогнутой поверхностью обходятся дороже.
- Требования к контролю качества: Полная проверка КИМ и мониторинг процесса SPC увеличивают затраты на проверку, но помогают минимизировать риски качества .
Быстрый процесс расчета стоимости JS Precision
JS Precision может предоставить оценку технико-экономического обоснования производства, детализированное предложение, цикл поставки образцов и планирование партий в течение 24 часов после получения чертежей. Кроме того, компания обещает предоставить вышеуказанную информацию очень четко и без каких-либо скрытых платежей .
Хотите получить ценовое предложение на индивидуальную 5-осевую обработку для аэрокосмической отрасли? Загрузите технические данные вашей детали в JS Precision, отметив «Цена на детали для аэрокосмической отрасли», и вы получите подробное предложение в течение 24 часов, что ускорит реализацию вашего проекта.

Часто задаваемые вопросы
Вопрос 1: Каковы основные преимущества 5-осевой обработки по сравнению с 3-осевой обработкой?
5-осевая обработка позволяет обрабатывать сложные изогнутые поверхности за одну операцию без необходимости многократного перемещения заготовки. Это не только предотвращает накопление ошибок, но и обеспечивает высокий уровень точности до ±0,005 мм. Кроме того, это значительно сокращает цикл производства авиационных деталей.
Вопрос 2. Почему обработка титановых сплавов приводит к быстрому износу инструмента?
Титан имеет очень низкую теплопроводность, поэтому выделяемое тепло остается в зоне резания. В дополнение к этому, кончик инструмента подвергается химическому воздействию, поскольку титан очень реактивен и легко прилипает к поверхности инструмента . Таким образом, чтобы минимизировать износ инструмента, необходимо применять 5-осевую наклонную резку вместе с высокоскоростным охлаждением.
Вопрос 3: Какой инструментальный материал наиболее подходит для обработки Inconel 718?
Для обработки Inconel 718 обычно используются керамические или высокопроизводительные твердосплавные инструменты. Чтобы сохранить жесткость инструмента и минимизировать биение инструмента при 5-осевой обработке, следует также использовать держатель инструмента HSK-A125.
Вопрос 4. Какое значение имеет сертификация AS9100 для поставщиков запчастей для аэрокосмической отрасли?
Сертификация AS9100 во многом является базовым требованием, которое ведущие производители аэрокосмической продукции выдвигают к своим поставщикам. Он гарантирует системы качества и отслеживаемость всего процесса, поэтому соответствует требованиям точной обработки в аэрокосмической промышленности.
Вопрос 5: Каковы типичные диапазоны допусков для деталей аэрокосмической отрасли?
Ключевой размерный допуск авиационных деталей обычно составляет от ± 0,005 мм до ± 0,01 мм, а основная часть не должна иметь заусенцев. Шероховатость поверхности должна соответствовать стандарту точности Ra ≤ 0,8 мкм .
В6: Как вы поддерживаете последовательность в массовом производстве?
Используя SPC для мониторинга процесса, первого контроля деталей и отбора проб партий КИМ, весь пятиосный процесс обработки находится под цифровым контролем, что позволяет последовательно и стабильно достигать точности размеров серийно производимых деталей.
В7: Сколько времени проходит от чертежей до прототипов?
Для типичных сложных деталей аэрокосмической отрасли первая деталь может быть доставлена через 2–3 недели после подтверждение рисунка . Пятиосевые обрабатывающие центры JS Precision способны быстро планировать производство для удовлетворения потребностей в проверке прототипов.
Вопрос 8: Сможете ли вы предоставить отчеты о отслеживании материалов?
Да, JS Precision хранит сертификаты обеспечения качества для каждой партии материалов, регистрирует номера партий печи, обрабатывает данные о расходе и может предоставить полный отчет о отслеживаемости, соответствующий стандартам AS9100D.
Краткое содержание
Производство деталей для аэрокосмической отрасли сталкивается с тройными испытаниями на точность, материалы и соответствие требованиям.
Пятиосевая обработка в аэрокосмической отрасли является основным решением, которое позволяет обрабатывать сложные поверхности за один зажим, преодолевает узкие места сложной обработки титановых сплавов и Inconel 718 и полностью соответствует технологическим требованиям AS9100D.
JS Precision обладает богатыми знаниями в этой отрасли, сочетая технологии, оборудование и практический опыт, чтобы помочь аэрокосмическая прецизионная обработка оставаться стандартизированными и эффективными, тем самым помогая мировым аэрокосмическим компаниям завершить производство аэрокосмических деталей с низкими затратами и высокой точностью.
Если вы сталкиваетесь с трудностями обработки компонентов аэрокосмической отрасли или ищете надежного партнера по 5-осевой обработке в аэрокосмической отрасли, JS Precision может стать вашим лучшим выбором в любое время.
Не стесняйтесь действовать прямо сейчас, чтобы превратить свои дизайнерские идеи в надежные компоненты, летающие в небе, и позвольте точному производству проложить путь в будущее аэрокосмической отрасли.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
JS Точность Команда
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

