

غالباً ما تواجه خدمات التصنيع باستخدام الحاسب الآلي المعضلة التالية: حيث قد تقضي أسابيع في تفصيل التصاميم ثلاثية الأبعاد للمكونات الحيوية لمنتج جديد، ثم تتأخر بسبب عدم الكفاءة في التصنيع، أو تحصل على مكونات بمستويات تحمل لا تتجاوز 0.01 مليمتر، ومع ذلك فإن هذا يوقف خط التجميع بأكمله.
أصبحت عمليات التصنيع باستخدام الحاسوب (CNC) عالية السرعة وعالية الدقة هي المحرك وراء جميع عمليات التصنيع، وذلك بفضل التركيز الحالي على التكرار السريع للمنتجات وأقصى أداء.
لكن السرعة العالية والدقة العالية الحقيقيتين ليستا مجرد وظائف لسرعة دوران المغزل العالية. بل إنهما ينطويان على نهج نظامي معقد يشمل التصميم والمواد والعمليات والأدوات.

سيوضح لك هذا الدليل كيفية تحقيق ترجمة فعالة واقتصادية ومضمونة لأفكار التصميم الخاصة بك إلى أجزاء تصنيع CNC عالية الجودة من خلال بناء شراكات مع مزودي خدمات تصنيع CNC موثوق بهم.
ملخص الإجابات الرئيسية
| الاعتبارات الرئيسية | التحديات الشائعة والمفاهيم الخاطئة | جوهر حلول شركة JS Precision |
| العملية والتصميم | تؤدي التصاميم غير القابلة للتصنيع إلى تسلسلات عمليات معقدة وغير فعالة. | التعاون المسبق في مجال التصميم من أجل التصنيع: الإجراءات المتخذة خلال مرحلة التصميم لتحسين الخصائص الوظيفية وخصائص التفاوتات تمهد الطريق للتصنيع عالي السرعة والكفاءة. |
| المواد والتكلفة | يؤدي اختيار مواد غير مناسبة أو تقديرات تكلفة غامضة إلى تجاوزات في التكاليف أو إلى ضعف الأداء. | مكتبة علوم المواد والتسعير الشفاف: استنادًا إلى قاعدة بيانات غنية، نوصي بأفضل المواد الفعالة من حيث التكلفة ونقدم تحليلًا واضحًا ومنظمًا لأسعار التصنيع باستخدام الحاسب الآلي. |
| المعدات والدقة | في بعض الحالات، يُفترض وجود مفاضلة بين "السرعة" و"الدقة"، ولكن هذا ليس هو الحال مع أدوات الآلات المتقدمة. | مجمع مركز التصنيع CNC عالي الأداء: يستخدم أدوات آلية عالية الأداء مع محركات خطية وطرق تعويض حراري لتحقيق استقرار دقيق ديناميكي. |
| الشراكة والقيمة | ينظر إلى الموردين فقط كمصنعين متعاقدين - ويتجاهل إمكاناتهم الهندسية. | شريك الحلول: يقدم دعماً شاملاً للاستشارات التقنية وتحسين العمليات من خلال إدارة المشاريع - وأكثر من ذلك بكثير من مجرد التشغيل الآلي. |
أهم النقاط الرئيسية:
- يبدأ النجاح بالتصميم التعاوني: كلما كان تحليل DFM مبكرًا مع الموردين، كان ذلك أفضل لإطلاق العنان لكفاءة وفوائد التكلفة لخدمات التصنيع باستخدام الحاسب الآلي.
- تأتي الدقة من هندسة النظم: تعتمد الدقة على مركز تصنيع CNC عالي الأداء الديناميكي وسلاسل العمليات عالية الموثوقية.
- يؤثر الاختيار الحكيم للمواد والعمليات بشكل مباشر على سعر التصنيع باستخدام الحاسوب وأداء الأجزاء، ويتطلب اتخاذ قرارات شاملة بناءً على سيناريوهات التطبيق.
- إن اختيار المورد يعني اختيار مهاراته الهندسية، وسيعمل شريك المورد الحقيقي على تحسين العملية بأكملها من الفكرة وحتى المنتج النهائي.
دليل JS Precision: كيفية تحقيق التوازن بين الدقة والكفاءة في خدمات التصنيع باستخدام الحاسب الآلي
على مدى السنوات الخمس عشرة الماضية، كانت شركة JS Precision مزودًا موثوقًا لخدمات التصنيع باستخدام الحاسب الآلي، حيث حظيت بشرف خدمة أكثر من 2000 عميل.
لقد شحنّا ما يزيد عن 500,000 قطعة دقيقة بأحجام تصل إلى مستوى الميكرون، تشمل مكونات زرعات طبية وقطع غيار عالية الأداء في مجال الطيران، بنسبة تسليم بلغت 99.8% ونسبة جودة ناجحة بلغت 99.5%. وقد تم إنجاز العمل وفقًا لمعيار ASME Y14.5-2009.
يؤكد المعيار الدولي المعتمد ASME Y14.5-2009 "التعليقات المتعلقة بالأبعاد والتفاوتات" على أنه لا يمكن تحقيق تحسين كفاءة التشغيل الدقيق دون التعاون المبكر بين التصميم والتصنيع، وهو ما يتوافق إلى حد كبير مع تجربتنا العملية.
نحن قادرون على التفوق في التعامل مع المشاريع المعقدة، بما في ذلك تصنيع مكونات سبائك التيتانيوم بمستوى تحمل ±0.005 مم لمنظمات الفضاء الرئيسية، أو تحسين عمليات الإنتاج لعملاء الإلكترونيات الاستهلاكية، وخفض سعر التصنيع باستخدام الحاسب الآلي بنسبة 30 بالمائة مع تحسين الكفاءة في نفس الوقت.
هذا الدليل ليس مجرد نظرية، بل هو تجسيد لما حققناه بالفعل على أرض الواقع. كل ما يُنصح به في هذا الدليل تم اختباره بدقة في آلاف المشاريع ، وأدى بالفعل إلى نجاح مئات العملاء الذين حوّلوا صعوبات التصميم إلى نجاح باهر في الإنتاج.
هل ترغب في الاستفادة من قاعدة معارفنا لتطوير مشروعك؟ يرجى تزويدنا بمتطلبات القطع ونماذج ثلاثية الأبعاد لإجراء تحليل مجاني للدقة والكفاءة مع مهندسينا، وذلك لضمان اختيار الحل الأمثل لاحتياجاتك من خدمات التصنيع باستخدام الحاسب الآلي (CNC).
ما هو التدفق النموذجي لعملية خدمة التصنيع باستخدام الحاسوب (CNC)؟
يُعدّ فهم الإجراءات القياسية المرتبطة بالتصنيع باستخدام الحاسوب (CNC) الاحترافي مفتاحًا لبناء الثقة وشراكة عمل فعّالة. وهذا يتجاوز مجرد الإلمام بأدوات الآلات، إذ يشمل دورة هندسية تُشكّل فيها عملية التصنيع باستخدام الحاسوب جزءًا من إجراء منهجي مُنظّم لتحويل المواد الخام إلى أجزاء دقيقة.
إعداد التحليل/التصميم الهندسي الأولي
مراجعة التصميم للتصنيع: هنا، يقوم المهندسون بمراجعة النموذج ثلاثي الأبعاد الخاص بك لاكتشاف الأخطاء المحتملة وتقديم المشورة بشأن التحسينات من حيث تحسين التصميم وترشيد التفاوتات لمنع المشاكل المتعلقة بالتصنيع مثل كسر الأدوات والأخطاء في الأبعاد.
تخطيط العمليات وبرمجتها: سنضع خطة تصنيع دقيقة تراعي مدى تعقيد القطعة المراد تصنيعها. يقوم المبرمجون بإنشاء كود CNC مثالي وخالٍ من التصادمات ، مما يسمح بأقصى معدل تصنيع مع ضمان الدقة - وهو بمثابة "العقل المدبر" الذي يتحكم في عملية التصنيع.
تنفيذ الإنتاج والجودة في حلقة مغلقة
التثبيت الدقيق والتحقق داخل الماكينة: تُستخدم تجهيزات عالية الجودة لتثبيت قطعة العمل بإحكام أثناء مرحلة المعالجة. وفي الوقت نفسه، تُجرى قياسات داخل الماكينة لتحديد مراجع دقيقة للقطعة، مما يؤدي إلى تحسين دقة المعالجة.
التصنيع متعدد العمليات والمراقبة الآنية: يتميز مركز التصنيع باستخدام الحاسوب (CNC) بقدرته على تنفيذ عمليات الطحن والحفر والتثقيب وغيرها من العمليات عبر البرنامج. ويقوم فريقنا بمراقبة عملية القطع آنيًا، مع إجراء التعديلات اللازمة عند الضرورة.
فحص الجودة الشامل: بدءًا من تقديم العينة الأولية وحتى شحن الدفعة النهائية، نستخدم أدوات قياس دقيقة، مثل آلات قياس الإحداثيات، لفحص كل قطعة من قطع التصنيع باستخدام الحاسوب (CNC). تخضع كل قطعة لفحص جودة بنسبة 100% وفقًا لمواصفات الرسم.
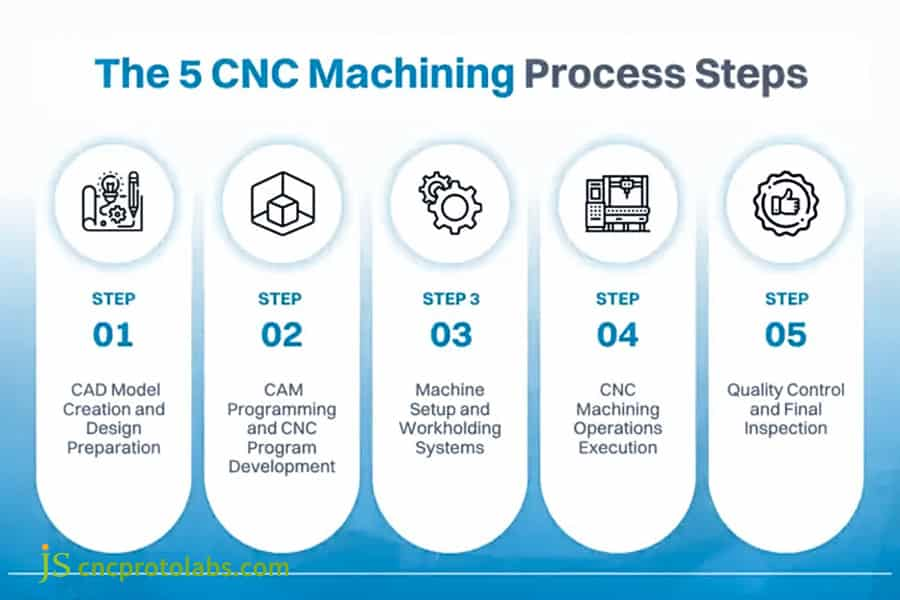
الشكل 1: تبدأ عملية التصنيع باستخدام الحاسوب (CNC) بسير عمل منهجي من التصميم الأولي وحتى الفحص النهائي، مما يضمن جودة متسقة ودقة أبعاد عالية.
كيف تختار أفضل معدن لقطع التصنيع باستخدام الحاسوب (CNC)؟
تُعدّ المادة بمثابة "الهيكل الأساسي" للجزء . في عمليات التصنيع باستخدام الحاسوب للمعادن ، يُعتبر اختيار المادة جانبًا وظيفيًا، ولكنه يرتبط أيضًا ارتباطًا مباشرًا بمدى تعقيد عملية التصنيع، وبالتالي بالتكاليف. قد يكون اختيار المادة مفتاح نجاح المشروع أو فشله، لذا يجب اختيار مادة تلبي الاحتياجات الوظيفية والعملية على حد سواء.
| المواد المعدنية الشائعة | الفوائد الرئيسية | الاستخدامات |
| سبائك الألومنيوم | خفيف الوزن، سهل التشغيل، تكلفة معتدلة | أغلفة الأجهزة الإلكترونية، قطع غيار السيارات |
| سبيكة التيتانيوم | قوة نوعية عالية، وتوافق حيوي جيد | مكونات الفضاء الجوي، وغرسات طبية |
| الفولاذ المقاوم للصدأ 316 | مقاوم للتآكل وقوي | معدات بحرية، معدات طبية |
حدد متطلبات المواد بناءً على سيناريوهات التطبيق
- اعتبارات القوة والوزن: تتطلب قوة ووزن أجزاء الفضاء الجوي أن تكون المادة مصنوعة من سبائك التيتانيوم، وعلى العكس من ذلك، يمكن صنع غلاف إلكتروني من سبائك الألومنيوم لأنه يجب أن يكون قويًا ولكنه أخف وزنًا.
- متطلبات تحمل البيئة: بالنسبة لزراعة الأجهزة الطبية، هناك حاجة إلى مواد متوافقة حيوياً مثل سبائك الفولاذ المقاوم للصدأ والتيتانيوم، وبالنسبة للمعدات البحرية، هناك حاجة إلى مواد مقاومة للتآكل مثل الفولاذ المقاوم للصدأ 316 لأن البيئات البحرية قاسية.
الأداء التشغيلي والتكلفة: اعتبارات عملية
الاختلافات في قابلية المعالجة: سبائك الألومنيوم سهلة التشغيل بسرعات عالية، لكن سبائك إنكونيل تحتاج إلى التشغيل بسرعات منخفضة وبقوة عالية، مما يؤدي إلى زيادة تآكل الأدوات ووقت التشغيل.
التكلفة الإجمالية للتكاليف: بدلاً من النظر فقط إلى تكلفة الوحدة الواحدة من المادة، انظر إلى التكاليف الإجمالية. على سبيل المثال، قد يؤدي استخدام مادة ذات تكلفة أعلى قليلاً ولكنها قابلة للتشغيل بشكل أفضل إلى خفض سعر التشغيل النهائي باستخدام آلة CNC .
لست متأكدًا من المعدن المناسب لمهمتك؟ يرجى وصف حالة استخدامك ومتطلباتك، وسنقدم لك دليلًا مجانيًا لاختيار المعدن المناسب لمشروعك في مجال تصنيع المعادن باستخدام آلات CNC.
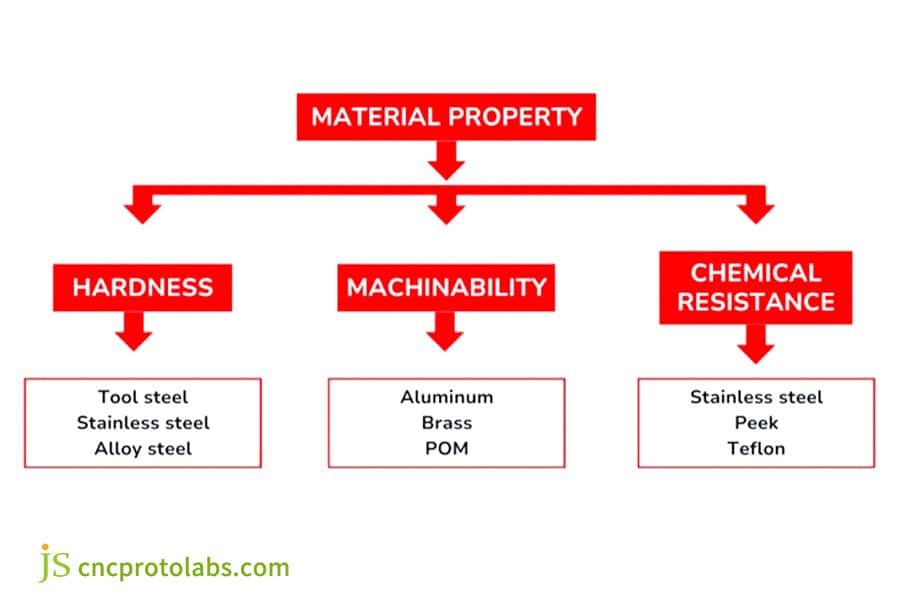
الشكل 2: العوامل المؤثرة في اختيار المواد المعدنية لتصنيع CNC
كيفية تحسين التصميم لإطلاق العنان للإمكانات الكاملة لخدمات التصنيع باستخدام الحاسوب (CNC)؟
يُصمّم المصممون المتميزون منتجاتهم مع مراعاة الوظائف وسهولة التصنيع. وباتباع مبادئ التصميم للتصنيع (DFM)، سيُحقق تصميمك نجاحًا باهرًا في خدمات التصنيع باستخدام الحاسوب (CNC). فالتصميم الأمثل لا يُبسّط عملية التصنيع فحسب، بل يُحسّن الدقة، ويُقلّل التكاليف، ويُسرّع دورات التسليم.
القواعد الذهبية للتصميم الهندسي
- الزوايا الداخلية وتقريب الأدوات: تجنب إنشاء زوايا صغيرة جدًا باستخدام الحواف الداخلية، إذ تتطلب هذه الزوايا أدوات صغيرة تفتقر إلى الصلابة اللازمة لأداء وظيفتها بكفاءة. من المستحسن أن تتطابق الزوايا مع نصف قطر الأداة قدر الإمكان.
- نسبة العرض إلى الارتفاع والصلابة: تُسبب الثقوب العميقة والجوانب المرتفعة صعوبة في تحقيق الصلابة، مما يؤدي إلى أسطح رديئة وأخطاء كبيرة في الحجم. لذا، يجب التأكد من أن نسب العرض إلى الارتفاع للعناصر تقع ضمن نطاق معقول لضمان أداء معالجة جيد.
تصميم دقيق وسهل التجميع
- نظام مرجعي واضح: يجب أن تقوم مرحلة التصميم بإنشاء نظام مرجعي واضح للتشغيل والتفتيش لتبسيط عملية التشغيل وضمان الوضع الصحيح لأجزاء التشغيل باستخدام الحاسوب .
- التوحيد/التبسيط : يضمن توحيد أحجام رؤوس المثاقب إمكانية تثبيت الأجزاء المتشابهة معًا. ويؤدي تقليل عدد عمليات التثبيت إلى تقليل احتمالية حدوث الأخطاء، وبالتالي خفض تكلفة خدمات التصنيع باستخدام الحاسوب (CNC).
كيف يمكن تحقيق وفورات كبيرة في التكاليف من خلال خدمات التصنيع باستخدام الحاسب الآلي الاحترافية؟
لا يقتصر التحكم في تكلفة التصنيع باستخدام الحاسوب (CNC) على خفض الأسعار بشكل عشوائي، بل يشمل تحسين كل عنصر من عناصر التكلفة من خلال اتخاذ قرارات علمية. وبذلك، يمكنك خفض التكلفة مع ضمان تحسين مستويات الجودة أو الحفاظ عليها.
الأثر الضار على مرحلة التصميم
ترشيد التفاوتات: تؤدي التفاوتات الضيقة للغاية إلى زيادة تكاليف التصنيع والفحص بشكل كبير. لذا، حدد التفاوتات الضيقة فقط للخصائص الرئيسية ، وفريقنا هنا لمساعدتك في تلبية احتياجات التفاوتات الأساسية.
تصميم تكامل الأجزاء: الاستفادة من إمكانيات التصنيع باستخدام الحاسب الآلي لدمج الأجزاء المختلفة معًا كمكون واحد، مما يلغي الحاجة إلى التجميع ويقلل من التكلفة الإجمالية للتصنيع باستخدام الحاسب الآلي.
تحسين العمليات والإنتاج
جدولة العمليات الذكية: توفر عمليات التخشين والتفصيل توازناً جيداً بين الإنتاجية والدقة، مما يوفر حلاً وسطاً بين سرعة القطع والدقة.
تحسين عمليات الإنتاج وجدولة الإنتاج: تساهم كميات الطلبات المُحسّنة وجدولة الإنتاج المُحسّنة في خفض تكاليف الوحدة. نوفر حلولاً مرنة لعمليات الإنتاج، بدءًا من النماذج الأولية وصولاً إلى الإنتاج الضخم، لمساعدتك في تحسين تكلفة عمليات التصنيع باستخدام الحاسوب (CNC).
هل تبحث عن توفير في ميزانية مشروعك؟ نريد أن نسمع عن ميزانيتك ووحداتك، وسنعمل على تصميم حلول لتوفير الميزانية لخدمة التصنيع باستخدام الحاسب الآلي الخاصة بك، كل ذلك دون التضحية بالجودة.

الشكل 3 في مجال التصنيع باستخدام الحاسب الآلي، من الأهمية بمكان للمؤسسات التي تهدف إلى الحفاظ على قدرتها التنافسية أن تعمل على تحسين فعالية التكلفة مع ضمان جودة عالية للمخرجات.
مركز الدقة: كيف يمكن لمركز التصنيع باستخدام الحاسب الآلي المتقدم تحقيق التحكم في المسار على مستوى الميكرومتر؟
الدقة ليست عشوائية. بل إنها تستند إلى تعاون جميع المكونات والأنظمة الرئيسية في مركز التصنيع باستخدام الحاسب الآلي.
يُدعم هذا التوجه بمعايير عالمية معتمدة مثل معيار ASME B5.54-2020 ، الذي يحدد بدقة معايير الدقة في مراكز التصنيع باستخدام الحاسوب (CNC)، ويلخص الدور المحوري الذي يلعبه تكامل المكونات الرئيسية في هذا الجانب من الدقة. تتطلب الدقة على مستوى الميكرون هندسة دقيقة وتكامل مكونات عالية الجودة.
الهيكل الميكانيكي ونظام الدفع
- قاعدة عالية الصلابة ومحرك خطي: يضمن هيكل القاعدة المصنوع من الحديد الزهر أو الجرانيت عالي الجودة لمركز التصنيع باستخدام الحاسب الآلي لدينا مقاومةً للتشوه عند الحركة بسرعات عالية. كما يساهم استخدام المحرك الخطي في التخلص من مشكلة الارتداد الموجودة في براغي الكرات.
- نظام التحكم في الاستقرار الحراري: يتميز هذا النظام بأنظمة تبريد عالية الجودة تراقب تغيرات درجات الحرارة داخل الماكينة وقطعة العمل. كما تعمل تقنية تعويض فريدة على إزالة آثار أخطاء التمدد الحراري.
أنظمة التحكم الرقمي الحاسوبي وتقنية التغذية الراجعة
- نظام التحكم الرقمي المتطور (CNC) مع خاصية التحكم الاستباقي: يقوم نظام التحكم الرقمي المتطور (CNC) بمعالجة التعليمات البرمجية المعقدة بسرعة عالية مع خاصية التحكم الاستباقي. ولن يتوقف عن القطع عند الزوايا أو يتجاوز القطع أثناء التشغيل.
- نظام التغذية الراجعة ذو الحلقة المغلقة الكاملة: مع وجود مشفر خطي، توجد تغذية راجعة لتحديد المواقع في الوقت الحقيقي مما يزيل أخطاء النقل الميكانيكي للحفاظ على مركز التصنيع باستخدام الحاسب الآلي بدقة ميكرون في جميع العمليات.
هل يتطلب مشروعك دقة عالية تصل إلى مستوى الميكرونات؟ دع فريق الدعم الفني لدينا يُطلعك على قدرة مركز التصنيع باستخدام الحاسب الآلي عالي الدقة لدينا على تلبية مواصفات الدقة الصارمة التي تحتاجها.
كيف تفهم وتقيّم بدقة سعر خدمة التصنيع باستخدام الحاسوب (CNC) الذي تتلقاه؟
يُعدّ عرض الأسعار المفصّل دليلاً على احترافية المورّد. فتعلم كيفية قراءة عرض أسعار مفصّل يمكّنك من اتخاذ قرارات تجارية مدروسة. كما يُتيح لك عرض الأسعار الواضح والمفصّل تجنّب النفقات غير الضرورية مع تحقيق أقصى استفادة من أموالك.
عناصر الاقتباس
- تفصيل التكاليف: يجب أن يقسم عرض الأسعار الاحترافي التكاليف إلى تكاليف المواد، وتكاليف البرمجة، وتكاليف عمالة أدوات الآلات، ورسوم خدمات ما بعد المعالجة مثل الأنودة والطلاء الكهربائي، حتى تتمكن من رؤية تدفق الأموال بوضوح.
- شرح العملية والافتراضات: يجب أن يتضمن عرض الأسعار مواصفات عملية التصنيع وأي افتراضات يمكن أن تخلق نزاعات مستقبلية، مثل حجم الدفعة المفترض في دورة الإنتاج، وذلك لضمان اتساق الافتراضات بينك وبين مزود خدمة التصنيع باستخدام الحاسب الآلي .
الأبعاد الرئيسية لتقييم عروض الأسعار
- القيمة مقابل السعر: مع أن التكلفة النهائية هي المعيار الأساسي للمقارنة، إلا أنه يجب الأخذ بعين الاعتبار عمليات ضمان الجودة والحلول التقنية المُقدمة. أحيانًا، قد تكون الشركات التي تتقاضى سعرًا أعلى قليلًا أكثر موثوقية، ويُفضل اختيارها لتجنب المخاطر المرتبطة بالعيوب التقنية أو الجودة.
- عوامل التكلفة على المدى الطويل: سيتم تفضيل الموردين الذين يتمتعون بمستوى أعلى من الاتساق ونسبة عيوب أقل. فقلة الأجزاء المعيبة تعني تقليل إعادة العمل، وتقليل هدر المواد، وعلى المدى الطويل، يمكن أن يؤدي ذلك إلى خفض التكلفة الإجمالية لعمليات التصنيع باستخدام الحاسوب (CNC).
دراسة حالة: تحسين الطوبولوجيا + الطحن عالي السرعة يساعد مفاصل الروبوت على تقليل الوزن بنسبة 40% وزيادة السرعة بنسبة 20%
تحدي:
كان أحد التحديات التي واجهناها من أحد كبار منتجي الروبوتات هو أن أذرعهم المفصلية المصنوعة من الألمنيوم المصبوب التقليدي تميل إلى أن تكون ثقيلة للغاية، مما يجعل استجابتها الديناميكية بطيئة وقوتها غير مستقرة بسبب هياكل الحبيبات غير المتناسقة.
كان هدفهم هو تقليل الوزن بشكل كبير دون فقدان الصلابة، وفي الوقت نفسه تعزيز سرعة الحركة والدقة، والتي كانت متطلبات أساسية لروبوتات الجيل التالي.
حلول دقيقة باستخدام جافا سكريبت
اقترح فريق JS Precision خطة ابتكار مزدوجة للتصميم والتصنيع.
أولاً، استخدموا خوارزميات التصميم التوليدي لتصميم تصميم خفيف الوزن مستوحى من المحاكاة الحيوية مع التوزيع الأمثل للمواد، مما يقلل الكتلة الزائدة ويحسن مناطق تركيز الإجهاد.
لاحقًا، تم استخدام مركز تصنيع CNC عالي الأداء لإجراء عمليات تصنيع دقيقة عالية السرعة بخمسة محاور. وباستخدام سبائك الألومنيوم المستخدمة في صناعة الطائرات 7075-T6، تم تصنيع الهيكل الداخلي والخارجي المعقد خفيف الوزن في عملية واحدة، مما تجنب مشاكل الصب وضمن خصائص مادية متسقة.
النتائج الكمية
كانت النتائج مثيرة للغاية: انخفض وزن مفصل الروبوت بنسبة 40٪، وتم تخفيف أحمال الروبوت بشكل كبير، وأصبح استخدام الطاقة أكثر كفاءة، وتحسن الأداء الديناميكي بنسبة 20٪، حيث يتمتع الروبوت الأخف وزنًا بسرعة وخفة حركة أفضل، وأزالت عملية التصنيع من قطعة واحدة مشاكل الصب تمامًا، وتم الانتهاء من أسطح التجميع الرئيسية بتفاوتات IT7 لضمان سهولة التجميع والأداء الموثوق.
هل ترغب في تحقيق نفس النجاح في مشروعك؟ شاركنا أهدافك المتعلقة بأداء القطع. سنستخدم أحدث تقنيات مراكز التصنيع باستخدام الحاسوب (CNC) لتصميم قطعك المصنعة باستخدام هذه التقنية.

الشكل 4: ذراع روبوت تعاوني متعدد المفاصل مصنوع من سبائك الألومنيوم
لماذا تعتبر شركة JS Precision شريكك المثالي لخدمات التصنيع باستخدام الحاسب الآلي عالية السرعة وعالية الدقة؟
عند اختيار مورد، فإنك في جوهر الأمر تختار مدى قدرته على تحويل الوعود التقنية إلى واقع ملموس. معنا، يمكنك أن تتوقع أكثر بكثير مما يقدمه موردو خدمات التصنيع. في شركة JS Precision، شعارنا هو أن نكون شركاءك التقنيين من مرحلة تطوير الفكرة وحتى إنجاز المشروع.
الخبرة الفنية والدعم الهندسي
- الاستثمار في المعدات وقاعدة بيانات العمليات: نستثمر بكثافة في مركز تصنيع CNC متطور، مُجهز بأدوات تصنيع متقدمة. كما نمتلك قاعدة بيانات ضخمة لمعايير عمليات تصنيع المواد صعبة القطع، مما يُسهم في استقرار عمليات التصنيع.
- فريق هندسي متخصص: منذ بداية المشروع، نستعين بفريق هندسي متخصص لتقديم الدعم الفني لعملائنا. نحن على دراية تامة باحتياجاتكم وتحدياتكم، ونعمل على تحويل حلول التصميم إلى حلول تصنيعية مثالية.
ثقافة الجودة وضمان المشروع
- نظام مراقبة الجودة الرقمي المغلق: تتم مراقبة الجودة رقميًا بالكامل. بدءًا من محاكاة التصنيع بمساعدة الحاسوب (CAM) وحتى التقرير النهائي، يمكنك تتبع جميع الخطوات ، وبالتالي يمكنك الاعتماد كليًا على جودة الأجزاء المصنعة باستخدام آلات CNC.
- إدارة المشاريع: لكل مشروع مدير مشروع محدد، وهو الأهم من ذلك أنه سيكون جهة اتصال واحدة لإدارة عمليات الاتصال بشكل صحيح مع التسليم في جميع الأوقات، وهذا من شأنه أن يتيح مراقبة المشاريع في جميع الأوقات.
الأسئلة الشائعة
س1: ما مدى الدقة التي يمكن أن توفرها عمليات التصنيع باستخدام الحاسوب (CNC)؟
حتى في عمليات التصنيع التقليدية باستخدام الحاسوب (CNC)، يمكن أن تصل الدقة إلى ±0.025 مم. وباستخدام أدوات الآلات الدقيقة ذات العمليات المُحسّنة، يمكن أن تصل بعض المعايير الحرجة للميزات الرئيسية إلى دقة تصل إلى ±0.005 مم، وهو ما يتجاوز المعايير المطلوبة بكثير.
س2: ما هو الحد الأدنى لكمية الطلب (MOQ)؟
لا نفرض حداً أدنى صارماً لكمية الطلب ، مما يتيح لنا استيعاب جميع السيناريوهات الممكنة بدءاً من النماذج الأولية الفردية وصولاً إلى الإنتاج الضخم. وهذا يوفر مرونة عالية لمشاريع البحث والتطوير، كما أنه يلبي متطلبات الإنتاج الضخم.
س3: كم من الوقت سيستغرق الحصول على عرض سعر بعد استلام المستندات؟
عادةً، عندما يتعلق الأمر بأجزاء التصنيع باستخدام الحاسب الآلي القياسية، يستغرق الأمر من 24 إلى 48 ساعة لتقديم عرض أسعار مفصل، ويأتي مع تحليل DFM مجاني لتحسين تصميمك قبل التصنيع.
س4: ما هي الخيارات المتاحة لمعالجة الأسطح؟
نقدم خدمات متنوعة لمعالجة الأسطح، مثل الأنودة، والصنفرة، والطلاء بالنيكل، والتخميل، والدهان. ويمكننا اقتراح خدمة المعالجة الأنسب بناءً على تفضيلاتك فيما يتعلق بالمظهر أو احتياجاتك للحماية.
س5: أود أن أعرف كيف يمكنني الحفاظ على سرية رسومات التصميم الخاصة بي.
سندخل في اتفاقية سرية صارمة (NDA) معك وسنستخدم نظام نقل وإدارة ملفات مشفر لضمان عدم تسريب رسومات التصميم الخاصة بك.
س6: ما هي دورة المعالجة النموذجية؟
تعتمد مدة دورة الإنتاج على مدى تعقيد القطعة وكمية الطلب. بالنسبة للنماذج الأولية، تستغرق هذه العملية عادةً من 3 إلى 7 أيام ، أما بالنسبة لكميات الإنتاج الكبيرة، فسيتم تحديد المدة بناءً على حجم كل حالة على حدة. وسنبذل قصارى جهدنا للالتزام بمدة دورة الإنتاج وطلبات التسليم.
س7: هل تقدمون خدمة التجميع؟
نعم، نحن لا نقدم خدمة التصنيع باستخدام الحاسب الآلي فحسب، بل نقدم أيضًا اختبار تجميع أجزاء التصنيع باستخدام الحاسب الآلي، مما يساعد في تزويدك بحل تصنيع متكامل وفقًا لمتطلباتك.
س8: هل يمكنك تحسين تصميمي لتقليل النفقات؟
بالطبع، يُعد تحليل التصميم للتصنيع (DFM) المجاني أحد خدماتنا الأساسية. سيقوم مهندسونا بتحسين تصميمك بما يتناسب مع عملية التصنيع، وبالتالي سيخفضون تكلفة التصنيع باستخدام الحاسوب (CNC) دون المساس بوظائف القطعة.
خاتمة
تُعدّ عمليات التصنيع باستخدام الحاسوب (CNC) مجالًا يجمع بين الفن والتكنولوجيا، حيث لا يقتصر التركيز على الكفاءة والفعالية من حيث التكلفة فحسب، بل يشمل أيضًا الدقة. ومن خلال الاستفادة من المواد المناسبة، والتصاميم الفعّالة، والمعرفة الدقيقة بالعمليات ذات الصلة، يُمكنك تحقيق أقصى استفادة من خدمات التصنيع باستخدام الحاسوب.
اتخذ إجراءً فورياً واحصل على قيمة مهنية:
→ 【 احصل على تحليل DFM مجاني 】 قم بتحميل نموذجك ثلاثي الأبعاد، وسيقدم لك مهندسونا نصائح احترافية حول DFM وتحسين التكاليف في غضون 24 ساعة.
→【 استشر خبيرًا 】تحدث إلى مهندسي المبيعات لدينا حول تكوين حل فعال من حيث التكلفة لخدمات التصنيع باستخدام الحاسب الآلي.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com

