

تصنيع كتلة المحرك باستخدام الحاسب الآلي هي واحدة من أهم أجزاء الصناعات التي تتعامل في السيارات وآلات البناء. الجزء المركزي لأي محرك عالي الأداء - الذي يعمل بشكل ثابت بآلاف الدورات في الدقيقة - هو كتلة المحرك، التي تتعرض لأحمال حرارية شديدة وضغوط ميكانيكية.
يمكن الحصول على مثل هذا الأداء الاستثنائي في ظل هذه الظروف القاسية من خلال الدقة على مستوى الميكرون التي توفرها عملية تصنيع كتلة المحرك CNC. يعد فهم كل خطوة بدءًا من اختيار المواد وحتى التصنيع الدقيق باستخدام الحاسب الآلي، سواء لتحسين الإنتاج الضخم أو التعديل عالي الأداء، أمرًا بالغ الأهمية لضمان الموثوقية والأداء في المحركات.
سيعطي هذا البرنامج التعليمي نظرة ثاقبة لأسرار التصنيع، بدءًا من عمليات تصنيع مكونات المحرك الأساسية وحتى التحكم في التكاليف، بهدف مساعدتك على إنجاز تصنيع كتلة المحرك بكفاءة.
ملخص الإجابات الرئيسية
| وجوه | المعلومات الأساسية | المزايا الرئيسية | قيمة التطبيق |
| دقة الآلات | التحكم في تحمل تحمل الأسطوانة يصل إلى ±0.008 مم ، والاستدارة ≥0.005 مم . | يضمن أداء وموثوقية عالية للمحرك من خلال تقنية CNC الدقيقة. | يلبي المتطلبات الصعبة للسيارات الرياضية عالية الأداء والمركبات التجارية وما إلى ذلك. |
| اختيار المواد | كتل الأسطوانات المصنوعة من سبائك الألومنيوم أخف بنسبة 30% إلى 40% من الحديد الزهر، مع موصلية حرارية أفضل بثلاث مرات. | يحقق الوزن الخفيف، ويحسن الاقتصاد في استهلاك الوقود وكفاءة تبديد الحرارة. | مناسبة لسيناريوهات الوزن الخفيف مثل سيارات الركاب ومركبات الطاقة الجديدة. |
| مراقبة التكاليف | يقلل تكلفة الوحدة بما يصل إلى 35 دولارًا من خلال تحسين العملية (مثل دمج العمليات). | يعمل على تحسين إدارة عمر الأداة والأتمتة، مما يقلل النفقات المخفية . | يساعد العملاء على التحكم في التكلفة الإجمالية مع ضمان الجودة. |
| تجربة الخدمة | تتمتع JS Precision بخبرة 12 عامًا، وتقدم خدماتها لأكثر من 300 عميل في الصناعة. | يوفر خدمات رقمية شاملة بدءًا من مراجعة التصميم وحتى التتبع عبر الإنترنت. | يضمن التنفيذ الفعال للمشروع، وتقصير دورات التسليم إلى 5-15 يومًا . |
التصنيع الدقيق لـ JS: الدليل الرسمي لدقة JS للتصنيع الدقيق لكتلة المحرك
على مدار الـ 12 عامًا الماضية، شاركت JS Precision بشكل كبير في مجال تصنيع قوالب المحركات باستخدام الحاسب الآلي، حيث تخدم أكثر من 300 عميل عبر صناعات السيارات والبحرية وآلات البناء.
لقد قمنا بتشكيل كتل المحرك المصنوعة من سبائك الألومنيوم لماركات السيارات الرياضية المتطورة باستخدام تقنية Precision CNC Machining للتحكم في تفاوتات تجويف الأسطوانة في حدود ±0.008 مم، وهو ما يتجاوز متطلبات العميل البالغة ±0.015 مم .
يتماشى هذا المستوى من الدقة مع استنتاجات البحث المتعمق التي توصل إليها جمعية مهندسي السيارات (SAE الدولية) حول العلاقة بين الدقة الهندسية لتجويف أسطوانة المحرك عالي الأداء وفقدان الاحتكاك في الأوراق الفنية ذات الصلة، مما يعكس التأثير المباشر لدقة التصنيع على أداء المحرك.
فيما يتعلق بتحسين الكفاءة، قمنا بزيادة القدرة الإنتاجية لعملائنا بشكل كبير من خلال تحسين عملية التشغيل الخام لأجسام الأسطوانات المصنوعة من الحديد الزهر، مما يقلل وقت المعالجة الفردي من 45 دقيقة إلى 32 دقيقة.
يتكون فريق التصنيع باستخدام الحاسب الآلي لدينا من 15 مهندسًا معتمدًا، يتمتع كل منهم بخبرة تزيد عن 8 سنوات في المتوسط، ويمكنه التعامل مع احتياجات التصنيع المعقدة. تم الحصول على ملخص الدليل هذا من آلاف الخبرات في مشاريع التصنيع الآلي، وقد تم التحقق من كل نقطة عمليًا ويمكن استخدامها بثقة.
إذا كنت بحاجة إلى خدمات تصنيع كتلة المحرك CNC عالية الدقة، فيمكن أن تقدم JS Precision حلاً مخصصًا، ومتابعة العملية بأكملها بدءًا من تحليل الرسم وحتى تسليم الإنتاج. اتصل بنا الآن للحصول على مراجعة مجانية للعملية لمساعدتك على تخفيف مخاطر التصنيع.
ما هي العمليات الأساسية في التصنيع الدقيق لبلوك المحرك باستخدام الحاسب الآلي؟
بعد فهم قدرة JS Precision، دعونا نلقي نظرة على العمليات الأساسية لتصنيع قوالب المحركات باستخدام الحاسب الآلي Precision CNC، حيث تؤثر كل خطوة على الجودة النهائية.
عملية التصنيع الأساسية
- تحديد الموضع الفارغ: بعد التحقق من البدل باستخدام المسح ثلاثي الأبعاد، يتم تثبيته باستخدام أدوات متخصصة، مع وجود خطأ في تحديد الموضع يبلغ ≥0.02 مم.
- التصنيع الخام: ستتم إزالة معظم البدل بواسطة أدوات فولاذية عالية السرعة، وتصنيع الكفاف الخارجي والسطح السفلي مع التحكم في سرعة القطع لتجنب ارتفاع درجة الحرارة.
- التصنيع شبه النهائي: استبدله بأدوات كربيد لتصنيع فتحات أسطوانة الآلة، وما إلى ذلك، مع ترك بدل تشطيب قدره 0.1 - 0.2 مم .
- تصنيع التشطيب: توفر الأدوات عالية الدقة المزودة بتقنية التصنيع باستخدام الحاسب الآلي الدقة أعلى دقة للأبعاد وتشطيب السطح.
تشغيل الميزة الرئيسية
- ثقب وشحذ تجويف الأسطوانة: تضمن أدوات الحفر القابلة للتعديل تحمل القطر، وتحقق رؤوس الشحذ متعددة الزيوت خشونة السطح مع Ra يبلغ 0.4-0.8 ميكرومتر وتظليل متقاطع.
- تصنيع علبة المرافق: تقوم أدوات آلة CNC الأفقية بتصنيع فتحات المحمل الرئيسية لمرة واحدة مع خطأ محوري ≥0.005 مم.
- معالجة سترة الماء وممر الزيت: يتم تبريد المثاقب ذات الفتحات العميقة بالماء لتجنب أي انسداد في ممرات الزيت، كما تضمن قواطع الطحن المجوفة قنوات تدفق زيت سلسة في سترات الماء.
قلب التحكم الدقيق
- تعويض التشوه الحراري: مع جهاز استشعار درجة الحرارة، تقوم أداة الآلة تلقائيًا بتغيير مسار الأداة إذا تجاوز فرق درجة الحرارة ±2 درجة مئوية.
- المسند الموحد: يجب استخدام السطح السفلي لكتلة الأسطوانة وفتحتين لتحديد المواقع كمسندات موحدة لمنع تغييرات المسند المتكررة وأخطاء المنتج.
- القياس عبر الإنترنت: يتم فحص الأبعاد باستخدام مجسات بعد العمليات الرئيسية، مثل فحص القطر والاستدارة بعد معالجة تجويف الأسطوانة.
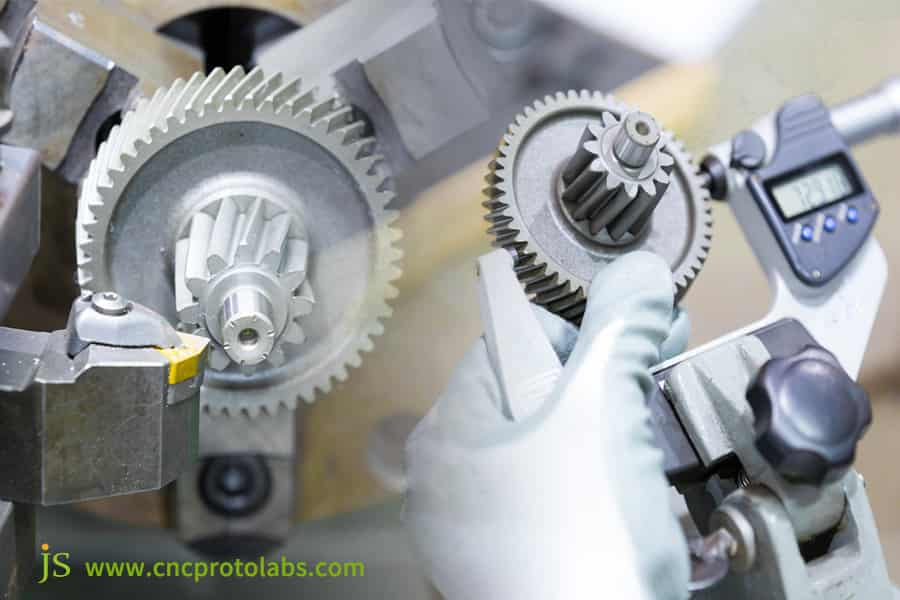
الشكل 1 يحقق التصنيع باستخدام الحاسب الآلي تفاوتات صارمة تصل إلى ±0.0025 مم لمكونات المحرك. تضمن هذه الدقة أداءً أفضل ومتانة أفضل للأجزاء المهمة مثل رؤوس الأسطوانات.
كيفية اختيار أدوات تصنيع كتلة المحرك CNC المثالية لمواد مختلفة؟
بعد إتقان عملية التصنيع، يتم اختيار أدوات تصنيع كتلة المحرك باستخدام الحاسب الآلي أمر بالغ الأهمية، لأنه يؤثر بشكل مباشر على الكفاءة والدقة. تحتاج كل مادة مختلفة إلى حل مختلف في الأدوات.
اختيار مادة الأداة:
- أدوات PCD: صلابة ≥ HV8000، مقاومة التآكل جيدة جدًا، تصنيع سبائك الألومنيوم، عمر 5-8 مرات أطول من عمر الكربيد الأسمنتي، يحافظ على خشونة السطح.
- أدوات السيراميك: مناسبة لتصنيع الحديد الزهر، مقاومة درجات الحرارة العالية ≥1200 درجة مئوية، سرعة القطع أعلى بنسبة 30%-50% من سرعة القطع في الكربيد الأسمنتي، مما يحسن كفاءة التخشين.
حلول الأدوات المتخصصة:
- أداة ثقب تجويف الأسطوانة: تصميم معياري لسهولة استبدال الإدخال، واختيار الإدخال بناءً على المادة، مع آلية ضبط دقيقة بدقة 0.001 مم .
- قاطعة طحن الوجه: تعمل المزامير المتعددة المتباعدة بشكل متساوٍ على تقليل قوة القطع، وهي مناسبة للأسطح العلوية والسفلية لكتلة الأسطوانات، مع وجود خطأ في التسطيح يبلغ ≥0.01 مم.
- حفر الثقب العميق: تصميم التبريد الداخلي يقلل من درجة حرارة القطع، ويضمن قسم التوجيه الطويل استقامة ثقب الحفر ويمنع اختلال مرور الزيت.
تحسين معلمة المعالجة:
- نحن نقوم بتحسين قاعدة البيانات لسرعة القطع ومعدل التغذية لمختلف مواد كتلة المحرك CNC: سرعة قطع الحديد الزهر الرمادي 80-120 م/دقيقة، معدل التغذية 0.15-0.2 مم/ص، سرعة قطع سبائك الألومنيوم 300-500 م/دقيقة، معدل التغذية 0.2-0.3 مم/ص.
لدى JS Precision فريق متخصص في اختيار أدوات تصنيع كتلة المحرك CNC والذي سيوصي بأفضل حل للأدوات لمواد كتلة الأسطوانة ومتطلبات التصنيع الخاصة بك. الى جانب ذلك، يمكنهم دعم تحسين المعلمة. كل هذه العوامل تجعل اختيارنا يستحق الاهتمام، مما يوفر تكلفة الأدوات الخاصة بك مع تحسين كفاءة المعالجة.
ما هي مواد كتلة محرك CNC التي توفر أفضل أداء ومتانة؟
وبصرف النظر عن اختيار أدوات القطع، مواد كتلة المحرك CNC يعد الاختيار أمرًا ضروريًا لأنه سيحدد أداء المحرك ومتانته. يجب أن يكون سيناريو التطبيق هو الأساس لإجراء الاختيار.
| نوع المادة | القوة (ميغاباسكال) | ارتداء المقاومة | خصائص التخميد الاهتزاز | تأثير خفيف الوزن | السيناريوهات القابلة للتطبيق |
| الحديد الزهر الرمادي | 200-300 | جيد | ممتاز | فقير | الشاحنات التجارية، محركات الآلات الزراعية. |
| حديد الزهر المطيل | 400-600 | ممتاز | جيد | فقير عادل | الشاحنات الثقيلة ومحركات آلات البناء. |
| سبائك الألومنيوم | 250-400 | واسطة | متوسط | جيد (30%-40% أخف من الحديد الزهر) | سيارات الركاب ومحركات السيارات الرياضية. |
| سبائك المغنيسيوم والألومنيوم | 300-500 | واسطة | متوسط | ممتاز (15%-20% أخف من سبائك الألومنيوم) | سيارة رياضية راقية ومحركات سيارات تعمل بالطاقة الجديدة. |
خصائص مادة الحديد الزهر:
يُظهر الحديد الزهر الرمادي تخميدًا ممتازًا للاهتزاز وتقليل الضوضاء ، ومقاومة جيدة للتآكل، مما يجعله مناسبًا للشاحنات التجارية، ومع ذلك، فهو يتميز بوزن مرتفع يزيد من استهلاك الوقود.
في الحديد الزهر المرن، هناك زيادة في القوة بأكثر من 50٪ مقارنة بالحديد الزهر الرمادي، إلى جانب مقاومة أفضل للتآكل، وبالتالي فهو مناسب للأحمال الثقيلة، ومع ذلك، لا يزال وزنه أعلى من وزن سبائك الألومنيوم.
مزايا سبائك الألومنيوم:
إنه خفيف الوزن (أخف بنسبة 30%-40%) مع موصلية حرارية جيدة جدًا (أكثر من 3 مرات من الحديد الزهر)، مما يساعد على تحسين الاقتصاد في استهلاك الوقود وتبديد الحرارة. نقوم بتعزيز قوة سبائك الألومنيوم من خلال المعالجة الحرارية T6 أو عن طريق إضافة السيليكون والمغنيسيوم.
اتجاهات المواد المركبة:
سبائك المغنيسيوم والألمنيوم أخف بنسبة 15%-20% مقارنة بسبائك الألومنيوم العادية ولها قوة مماثلة، وهي مناسبة للسيارات الرياضية المتطورة ومركبات الطاقة الجديدة.
المواد المركبة ذات الأساس المعدني، مثل كربيد السيليكون المعتمد على الألومنيوم، تتمتع بمقاومة جيدة للتآكل ومقاومة درجات الحرارة العالية ومناسبة لبطانات تجويف الأسطوانة. التطبيق في المجالات الراقية آخذ في الازدياد.
ما هي المفاتيح التقنية للنجاح في رؤوس أسطوانات التصنيع باستخدام الحاسب الآلي؟
بعد تشكيل كتلة أسطوانة المحرك، يتم رؤوس أسطوانات التصنيع باستخدام الحاسب الآلي تعتبر أيضًا أمرًا بالغ الأهمية، وتؤثر جودة المعالجة على كفاءة الاحتراق وموثوقية المحرك.
تجهيز غرفة الاحتراق:
يؤدي الخطأ في الشكل > 0.05 مم بسهولة إلى احتراق غير كامل، بينما يؤدي Ra > 1.6μm بسهولة إلى تراكم الكربون. يضمن الطحن باستخدام الحاسب الآلي ذو 5 محاور + الطحن النهائي Ra ≥ 0.8μm ودقة الشكل.
مقاعد الصمام والأدلة:
يجب ألا يزيد خطأ المحورية لمقعد الصمام عن 0.01 مم، وإلا ستكون هناك مشكلة ضعف الختم. تناسب الخلوص بين الدليل والصمام: 0.02-0.04 مم. إذا كان الأمر غير مناسب، فمن السهل أن يحدث تسرب للهواء أو تشويش. نحن نستخدم أدوات خاصة لتحديد المواقع. أولاً، نقوم بتشكيل فتحة التوجيه، ثم نقوم بتركيب المقعد بالضغط، ثم توسيعه.
تبريد تصنيع سترة المياه:
تعتبر قناة تدفق سترة الماء للتبريد معقدة، ويمكن أن تؤدي النتوءات أو الرقائق بسهولة إلى ارتفاع درجة حرارة المحرك. نحن نستخدم قاطعة طحن مجوفة مخصصة لإجراء طحن متعدد المراحل لتجنب التشوه، والتنظيف بالضغط العالي ≥5MPa + فحص بالمنظار للتأكد من نظافته.
مع سنوات من الخبرة في تصنيع رؤوس الأسطوانات باستخدام الحاسب الآلي، تضمن JS Precision المعالجة الأكثر دقة للأجزاء المهمة مثل غرف الاحتراق ومقاعد الصمامات. إذا كنت بحاجة إلى خدمة تصنيع كاملة لكتل المحرك ورؤوس الأسطوانات، فاخترنا للحصول على المطابقة الدقيقة وتحسين الأداء العام للمحرك.
ما هي العوامل التي تؤثر حقًا على تكلفة تصنيع كتلة المحرك باستخدام الحاسب الآلي؟
ناقشنا التكنولوجيا، وهناك الكثير من العوامل التي تؤثر على تكلفة تصنيع كتلة المحرك CNC. إن فهم هذه العوامل يمكّن المرء من تحسينها، وبالتالي تقليل التكلفة مع الحفاظ على الجودة سليمة.
تحليل هيكل التكلفة:
| تكوين التكلفة | نسبة مئوية (٪) | توضيح |
| استهلاك المعدات | 25-30 | بشكل أساسي انخفاض قيمة أداة آلة CNC، وتكاليف استهلاك أداة الآلة عالية الدقة أعلى. |
| استهلاك الأداة | 15-20 | اعتمادًا على المواد المستخدمة، يتم ترتيب استهلاك الأداة من الأعلى إلى الأدنى، على سبيل المثال، تصنيع الحديد الزهر، تصنيع سبائك الألومنيوم. |
| تكاليف العمالة | 20-25 | بما في ذلك أجور المبرمجين والمشغلين ومفتشي الجودة، تتطلب الآلات المعقدة عمالًا ذوي مهارات عالية. |
| استهلاك الطاقة | 5-10 | بشكل أساسي استهلاك الطاقة لأدوات آلة CNC والمعدات المساعدة، كلما زاد وقت تشغيل الآلة، زاد استهلاك الطاقة. |
| آحرون | 10-15 | يشمل خسائر المواد الخام والمبرد وإيجار الموقع وما إلى ذلك. |
تشمل عناصر التكلفة الرئيسية استهلاك المعدات وتكاليف العمالة واستهلاك الأدوات. وتمثل هذه النسبة ما يزيد عن 60%. في عملية تصنيع كتلة الأسطوانة المصنوعة من سبائك الألومنيوم، على سبيل المثال، تبلغ التكلفة الإجمالية حوالي 230-330 دولارًا ، وأكثر من 70٪ في العناصر الثلاثة الأولى.
إمكانات التحسين:
تحسين العملية: يمكن أن يؤدي الجمع بين العمليات إلى تقليل الوقت المستخدم في التشغيل الآلي. إدارة عمر الأداة: استبدال الأدوات في الوقت المناسب يمكن أن يتجنب إهدار قطع العمل. الأتمتة: تقلل من تكاليف العمالة وتحسن استخدام المعدات.
هندسة القيمة:
تبسيط الهياكل المعقدة في التصميم والتخلص من الميزات التي يصعب تشغيلها آليًا، مثل الثقوب العميقة أو الفتحات الضيقة. مثال: بعد تعديل الثقب العميق لكتلة أسطوانة عميل معين، تم تقليل عملية التصنيع بنسبة 40%، مما أدى إلى انخفاض قدره 35 دولارًا في التكلفة تكلفة تصنيع كتلة المحرك باستخدام الحاسب الآلي .

الشكل 2: آلة الشحذ العمودي الأوتوماتيكية باستخدام الحاسب الآلي مع أتمتة من الفتحة إلى الفتحة
ما هي إرشادات التصميم الأساسية لأجزاء التصنيع باستخدام الحاسب الآلي للمحرك؟
يعد التصميم المبكر لتقليل تكلفة التصنيع أمرًا مهمًا للغاية، لذلك، عند تصميم أجزاء التصنيع باستخدام الحاسب الآلي للمحرك، يجب اتباع ما يلي لضمان قابلية التصنيع والاقتصاد.
إرشادات التصميم الهيكلي
- توحيد سماكة الجدار: تتراوح سماكة الجدار من 2 إلى 5 ملم. يجب أن يكون الحد الأقصى للفرق أقل من أو يساوي 3 مم لتجنب تشوه الآلة.
- انتقال الزاوية المستديرة: يجب ألا يقل نصف قطر الزوايا عن 2 مم لتجنب صعوبات المعالجة في الزوايا القائمة وتركيز الضغط.
- ضمان الصلابة: تعمل الأضلاع على تعزيز المناطق الضعيفة لمنع مشاكل اهتزاز المعالجة التي يمكن أن تؤثر على الدقة.
اعتبارات التصنيع
- إمكانية الوصول إلى الآلات: يجب أن تصل الأداة إلى جميع الأسطح المُشكَّلة. كلما أمكن، تجنب التجاويف المغلقة أو الأخاديد العميقة التي تزيد نسبة العمق إلى القطر عن 5، لأنها قد تتطلب أدوات خاصة وتكاليف أعلى.
- تصميم مسند الإسناد: تحديد موضع مسند المسند بوضوح وتثبيته بثبات، حاول عدم تغيير مسند المسند بشكل متكرر، على سبيل المثال، فتحتان لتحديد الموضع مع وجه سفلي.
- التحقق من تداخل الأداة: محاكاة مسار الأداة بعد التصميم وتعديل أي بنيات قد تتداخل مسبقًا.
تصميم التسامح
- بناءً على الوظيفة، يتم تعيين التسامح المناسب. على سبيل المثال، يجب التحكم في تفاوت تجويف الأسطوانة ضمن ±0.01 مم، بينما بالنسبة للجانب، يمكن إرخاءه إلى ±0.1 مم. سنقدم اقتراحات معقولة للتسامح.
تقدم لك شركة JS Precision الاستشارة في تصميم أجزاء التصنيع باستخدام الحاسب الآلي لمحركك، مما يساعدك على تحسين الهيكل وتحسين قابلية التصنيع. إذا كان لديك رسومات تصميمية، فسيقوم مهندسونا بإجراء مراجعة مجانية للعملية للتأكد من أن التصميم مناسب للتصنيع وتقليل التكاليف اللاحقة.

الشكل 3 تجنب الزوايا الداخلية الحادة كلما أمكن ذلك. نظرًا لأن جميع لقم الثقب CNC دائرية، فمن الصعب تحقيق زوايا داخلية حادة.
كيفية تنفيذ التصنيع باستخدام الحاسب الآلي عبر الإنترنت لكتل المحرك بكفاءة؟
منذ انتشار الرقمنة على نطاق واسع في السنوات الأخيرة، التصنيع باستخدام الحاسب الآلي على الانترنت وإذا تم تطبيقها بشكل فعال، فسوف تساهم كثيرًا في تحسين الكفاءة. حققت JS Precision عملية رقمية كاملة وتقدم خدمات مريحة عبر الإنترنت.
العملية الرقمية:
ما عليك سوى تحميل رسوماتك ومتطلباتك الفنية من خلال المنصة عبر الإنترنت، وسيقوم النظام تلقائيًا بتقديم عرض أسعار أولي. سيتم توفير الخطة التفصيلية والاقتباس من قبل المهندسين في غضون 24 ساعة. بعد التأكيد، تتبع عملية الإنتاج في الوقت الحقيقي.
التعاون عن بعد:
يتم تأكيد تعديل العملية من خلال التواصل في الوقت الحقيقي بين المهندسين عند ظهور بعض المشاكل في التشغيل الآلي. على سبيل المثال، تم حل مشكلة تصنيع سترة الماء لكتلة الأسطوانات لعميل خارجي خلال 3 أيام.
المراقبة الذكية:
يتم تثبيت أجهزة الاستشعار على كل أداة من أدوات آلة CNC لمراقبة قوة القطع ودرجة الحرارة وتآكل الأداة. يتم إصدار التحذيرات تلقائيًا عند حدوث أي شيء غير عادي. تم تنفيذ جمع البيانات وتحليلها وتحسينها. على سبيل المثال، أدى تعديل المعلمات إلى زيادة الكفاءة في أداة آلية معينة بنسبة 15%.
دراسة حالة: تحقيق تخفيض في الوزن بنسبة 25% وزيادة في الطاقة بنسبة 15% باستخدام الآلات الدقيقة باستخدام الحاسب الآلي
بعد مناقشة النظرية، سنوضح الآن من خلال دراسة حالة عملية القيمة التي يمكن أن تحققها الآلات الدقيقة باستخدام الحاسب الآلي. فيما يلي دراسة حالة حول كيفية حل مشكلة تقليل الوزن وتحسين الأداء لدى إحدى الشركات المصنعة للمحركات عالية الأداء.
تحدي العملاء
يقوم العميل بتصنيع محركات السيارات الرياضية عالية الأداء. ولهذا السبب، يحتاج العميل إلى كتلة أسطوانات خفيفة الوزن ذات طاقة متزايدة مع الحفاظ على الموثوقية في المحرك.
إنهم يستهدفون تخفيض وزن مجموعة الأسطوانات بنسبة تزيد عن 20% ، مقارنة بتصميم أصلي من الحديد الزهر يزن 45 كجم وينتج 350 حصانًا، مع تحقيق زيادات في القوة بأكثر من 10% ، بعد اجتياز 500 ساعة من الاختبار على مقاعد البدلاء - معيار الصناعة الحالي هو 400 ساعة.
الحل لدينا
أولاً، نوصي بتغيير المادة من الحديد الزهر إلى سبائك الألومنيوم عالية القوة - سبائك Al-Si-Mg، التي تبلغ قوتها 350MPa، أعلى بنسبة 20% من سبائك الألومنيوم العادية وأخف بنسبة 35% من الحديد الزهر.
بعد ذلك، يتعين علينا تحسين هيكل كتلة الأسطوانة: التخلص من سمك الجدار غير الضروري، وتقليل سمك الجدار من 8 مم إلى 5 مم، وضبط أضلاع التسليح على نقاط الضعف لضمان الصلابة.
يتم استخدام تقنية التصنيع باستخدام الحاسب الآلي الدقيقة، مع أداة آلية CNC ذات 5 محاور لتصنيع غرفة الاحتراق للحفاظ على دقة الشكل، وأدوات PCD لتصنيع تجاويف الأسطوانة مع تسامح قدره ±0.008 مم لتقليل الاحتكاك، وتخضع كتلة الأسطوانة للمعالجة الحرارية T6 لتحسين القوة ومقاومة التآكل.
العروض الناجحة
- تم تخفيض وزن الأسطوانة في النهاية من 45 كجم إلى 33.75 كجم، وهو ما يمثل انخفاضًا بنسبة 25%.
- وتمت زيادة قوة المحرك إلى 392.5 حصاناً بنسبة زيادة 15%.
- وانخفض استهلاك الوقود بنسبة 8%، من 12 لتراً/100 كلم إلى 11.04 لتراً/100 كلم.
- كشفت اختبارات الطاولة عن 500 ساعة من التشغيل المستمر دون أي عطل، في حين وصل تآكل الأسطوانة إلى 0.002 مم فقط، وهو أقل بكثير من معيار الصناعة البالغ 0.005 مم.
- كان العميل راضيًا وبالتالي قدم طلبًا لشراء 300 كتلة أسطوانة.
في JS Precision، نذهب إلى أبعد الحدود في حل احتياجات العملاء المعقدة التصنيع باستخدام الحاسب الآلي الدقة تكنولوجيا. سواء كان الأمر يتعلق بتخفيض الوزن أو تحسين الأداء، يمكننا أن نقدم لك حلاً مصممًا خصيصًا لك. وهذا واحد من العديد من المشاريع الناجحة التي قمنا بها. اخترنا، وسيحقق مشروع المحرك الخاص بك إنجازًا كبيرًا أيضًا.

الشكل 4: كتلة أسطوانة محرك الألومنيوم باستخدام الحاسب الآلي
كيف تبدأ مشروع المحرك الخاص بك من خلال خدمات التصنيع باستخدام الحاسب الآلي عبر الإنترنت؟
إذا كنت ترغب في بدء مشروع المحرك، فلا تقلق - فعملية استخدام خدمة التصنيع باستخدام الحاسب الآلي عبر الإنترنت لدينا واضحة جدًا، اتبعها للبدء.
الخطوة 1: المتطلبات الفنية - يجب توفير معلومات الرسم التفصيلية بتنسيق CAD أو STEP أو أي تنسيق مدعوم ويجب أن تتضمن المواصفات الفنية مثل تفاوتات الأبعاد وخشونة السطح والمواد والتكلفة المستهدفة. لا تتردد في الاتصال بنا للحصول على اقتراحات التصميم إذا كانت رسوماتك غير مكتملة.
الخطوة 2: مراجعة مخطط العملية - سيتم استلام متطلباتك وتحليلها بشكل احترافي وتصنيعها بواسطة فريقنا الهندسي في غضون 24 ساعة، بما في ذلك تقييم العملية وتوصيات الأدوات وتقدير التكلفة. سنقدم لك الحل المقترح ونؤكد أي تعديل معك إذا لزم الأمر من خلال ملاحظاتك.
الخطوة 3: تأكيد خطة المشروع - بعد تأكيد الحل، سنقوم بتطوير خطة تفصيلية تحدد بوضوح الجداول الزمنية لشراء المواد الخام ومعالجتها وفحص الجودة ووقت التسليم، وتشمل معايير الجودة عناصر الاختبار وطرق القبول ومتطلبات التسليم مثل طرق التعبئة والتغليف والنقل. سنقوم بتوقيع العقد معك لحماية حقوقك.
الخطوة 4: الإنتاج والتسليم - سيتم الإنتاج وفقًا لذلك، مع فحص الجودة في كل مرحلة. يجب تقديم تقرير فحص الجودة عند الانتهاء. سيتم تسليم المنتج إلى موقعك المطلوب بناءً على الطريقة المتفق عليها، مما يضمن التسليم في الوقت المناسب.
الأسئلة الشائعة
س1: ما هي مميزات كتل المحرك المصنوعة من الألومنيوم مقارنة بالحديد الزهر؟
تتميز كتل الأسطوانات المصنوعة من سبائك الألومنيوم بأنها أخف وزنًا مقارنةً بكتل الأسطوانات المصنوعة من الحديد الزهر، مما يساهم في تحسين الاقتصاد في استهلاك الوقود وديناميكيات السيارة. بالإضافة إلى ذلك، فهي تتمتع بموصلية حرارية أفضل، وهو أمر مفيد جدًا لتبريد المحرك ويقلل من مشاكل السخونة الزائدة.
س2: ما هي التفاوتات التي يمكن تحقيقها في معالجة تجويف الأسطوانة؟
يمكن التحكم في تفاوتات قطر تجويف الأسطوانة في حدود ± 0.01 مم بواسطة تقنية Precision CNC Machining، ويمكن أن تكون الاستدارة والأسطوانة أقل من 0.005 مم لتلبية متطلبات الدقة العالية.
س 3: كيف يمكنك منع التشوه أثناء معالجة كتلة المحرك؟
نحن نعمل على تقليل تشوه تصنيع كتلة الأسطوانات من خلال تحسين نظام التثبيت لتجنب الإفراط في التثبيت، والتحكم في معلمات القطع لتقليل درجة حرارة القطع، واعتماد إستراتيجية تصنيع متناظرة، وتنفيذ أي عمليات ضرورية لتخفيف الضغط.
س 4: ما هو السطح المطلوب لجدران الأسطوانة؟
بعد الشحذ، تتطلب جدران الأسطوانات بشكل عام خشونة السطح Ra تبلغ 0.4-0.8μm لتشكيل نمط متقاطع متسق . نمط يحافظ على طبقة الزيت ويقلل الاحتكاك بين المكبس وجدار الأسطوانة بشكل فعال.
س 5: ما هي المهلة الزمنية النموذجية لتصنيع كتلة المحرك؟
عادة، المهلة اللازمة لتصنيع كتلة المحرك هي في حدود 5-15 يوم عمل. سيتم تحديد الوقت المحدد بناءً على مدى تعقيد كتلة الأسطوانة ومتطلبات العملية والجدول الزمني الحالي للإنتاج. وسوف نقوم بإعلامك بالوقت المحدد مقدما.
س 6: كيف يمكنك التأكد من محاذاة تجاويف المحامل الرئيسية؟
نحن نستخدم أدوات خاصة لإصلاح كتلة الأسطوانة ويمكننا تصنيع جميع تجاويف المحامل الرئيسية دفعة واحدة باستخدام أداة آلة CNC أفقية. بهذه الطريقة، نتجنب جميع أنواع الأخطاء الناتجة عن التثبيت المتعدد ونضمن محورية تجاويف المحامل الرئيسية.
س7: كيف يتم التعامل مع المعالجة الحرارية لكتل المحرك؟
نحن نستخدم المعالجة الصحيحة المتوافقة مع مادة كتلة الأسطوانة، مثل المعالجة الحرارية T6 لسبائك الألومنيوم. في نفس الوقت، نحن نتحكم بشكل صارم في معدلات التسخين، الاحتفاظ، والتبريد أثناء المعالجة الحرارية لتقليل التشوه بعد المعالجة.
س 8: هل يمكنك تقديم خدمات تجميع المحرك الكاملة؟
نعم نحن توفير الحل الكامل من تصنيع الأجزاء إلى التجميع. أثناء التجميع، يتم إجراء عدة جولات من الاختبارات للتأكد من أن تجميع المحركات يلبي المتطلبات الفنية ومعايير الأداء.
ملخص
منذ البداية، تعمل معالجة كتلة المحرك باستخدام الحاسب الآلي كضمان أساسي للأداء والموثوقية، مع أخذ العملية برمتها في الاعتبار بما في ذلك التصميم المفاهيمي وصولاً إلى التحقق من الأداء.
اختر JS Precision لتلبية احتياجاتك في الوزن الخفيف أو الدقة العالية، وسنعمل معًا على إيجاد حل للمساعدة في تنفيذ مشاريعك بكفاءة. دعونا نعمل معًا ونجعل تصميمك تنافسيًا للغاية أجزاء التصنيع باستخدام الحاسب الآلي .
ابدأ مشروع المحرك عالي الأداء الخاص بك اليوم!
→ انقر لتحميل تصميم كتلة الأسطوانة الخاصة بك والحصول على تحليل احترافي للعمليات وعرض أسعار.
→ لمزيد من المناقشات التفصيلية حول الحلول التقنية وإمكانيات التعاون، يرجى الاتصال بفريقنا من خبراء المحركات.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
الدقة شبيبة فريق
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

