

В сфере услуг по обработке на станках с ЧПУ часто возникает следующая дилемма: вы можете потратить недели на детальную проработку 3D-моделей важных компонентов нового продукта, а затем столкнуться с проблемами из-за неэффективности производства, или же получить компоненты с допусками не более 0,01 миллиметра, что парализует всю сборочную линию.
Высокоскоростная и высокоточная обработка на станках с ЧПУ фактически стала движущей силой всех производственных процессов, благодаря современному акценту на быстрое совершенствование продукции и максимальную производительность.
Однако по-настоящему высокая скорость и высокая точность — это не просто результат увеличения скорости вращения шпинделя. Они требуют сложного системного подхода, включающего проектирование, материалы, процессы и инструменты.

В этом руководстве вы узнаете, как эффективно, экономично и гарантированно воплотить ваши дизайнерские идеи в качественные детали, изготовленные на станках с ЧПУ, путем налаживания партнерских отношений с надежными поставщиками услуг по обработке на станках с ЧПУ.
Краткое изложение ключевых ответов
| Ключевые соображения | Распространенные проблемы и заблуждения | Суть решений JS Precision |
| Процесс и проектирование | Нетехнологичные конструкции приводят к сложным и неэффективным технологическим процессам. | Предварительное сотрудничество в рамках DFM: Действия, предпринимаемые на этапе проектирования для оптимизации функциональных характеристик и допусков, создают основу для высокоскоростной и эффективной обработки. |
| Материалы и стоимость | Неправильный выбор материалов или неоднозначные сметы приводят либо к перерасходу средств, либо к неудовлетворительным результатам. | Библиотека материаловедческих исследований и прозрачное ценообразование: на основе обширной базы данных предлагаются рекомендации по наиболее экономически эффективным материалам и предоставляется четкий и структурированный анализ цен на обработку на станках с ЧПУ. |
| Оборудование и точность | В некоторых случаях предполагается компромисс между «скоростью» и «точностью», но это не относится к современным станкам. | Высокопроизводительный обрабатывающий центр с ЧПУ: использует высокопроизводительные станки с линейными двигателями и методами термокомпенсации для обеспечения динамической стабильности точности. |
| Партнерство и ценность | Рассматривает поставщиков только как контрактных производителей, упуская из виду их инженерный потенциал. | Партнер по решениям: предлагает комплексную поддержку в области технического консалтинга и оптимизации процессов, включая управление проектами, и многое другое, помимо механической обработки. |
Основные выводы:
- Успех начинается с совместного проектирования: чем раньше будет проведен анализ DFM совместно с поставщиками, тем лучше для раскрытия потенциала повышения эффективности и снижения затрат при использовании услуг обработки на станках с ЧПУ.
- Точность достигается за счет системной инженерии: точность зависит от высокопроизводительных обрабатывающих центров с ЧПУ и высоконадежных технологических цепочек.
- Разумный выбор материалов и технологических процессов напрямую влияет на стоимость обработки на станках с ЧПУ и характеристики деталей, а также требует комплексного принятия решений с учетом сценариев применения.
- Выбор поставщика означает выбор его инженерных навыков; настоящий партнер-поставщик будет стремиться оптимизировать весь процесс, от концепции до готового продукта.
Руководство JS Precision: Как найти баланс между точностью и эффективностью в услугах обработки на станках с ЧПУ.
На протяжении последних 15 лет компания JS Precision является надежным поставщиком услуг по обработке на станках с ЧПУ, имея честь обслуживать более 2000 клиентов.
Мы отгрузили более 500 000 прецизионных компонентов с размерами до микрон, используемых в медицинских имплантатах и высокоэффективных аэрокосмических деталях, с показателем поставки 99,8% и показателем успешного качества 99,5%. Работа выполнена в соответствии со стандартом ASME Y14.5-2009.
В авторитетном международном стандарте ASME Y14.5-2009 «Указания по размерам и допускам» подчеркивается, что повышение эффективности прецизионной обработки невозможно без раннего сотрудничества между проектированием и производством, что полностью соответствует нашему практическому опыту.
Мы успешно справляемся со сложными проектами, включая обработку компонентов из титановых сплавов с допуском ±0,005 мм для крупных аэрокосмических организаций, а также оптимизацию производственных процессов для клиентов из сферы потребительской электроники, снижая стоимость обработки на станках с ЧПУ на 30 процентов и одновременно повышая эффективность.
Это руководство — гораздо больше, чем просто теория; оно отражает то, чего мы уже достигли на практике. Все рекомендации, изложенные в этом руководстве, были тщательно протестированы на тысячах проектов и уже привели к успеху сотен клиентов, которые превратили сложности проектирования в триумфальное производство.
Заинтересованы в использовании нашей базы знаний для развития вашего проекта? Предоставьте, пожалуйста, требования к деталям и 3D-модели для бесплатного анализа точности и эффективности, который наши инженеры проведут для подбора оптимального решения для ваших задач по обработке на станках с ЧПУ.
Каков типичный технологический процесс оказания услуг по обработке на станках с ЧПУ?
Понимание стандартной процедуры, связанной с профессиональной обработкой на станках с ЧПУ, является ключом к установлению доверия и эффективному рабочему партнерству. Это включает в себя гораздо больше, чем просто знакомство со станками; это инженерный цикл, в котором обработка на станках с ЧПУ является частью организованной методической процедуры превращения сырья в прецизионные детали.
Подготовка предварительного инженерного анализа/проектирования.
Анализ DFM: На этом этапе инженеры проверят вашу трехмерную модель , чтобы выявить возможные ошибки и дать рекомендации по улучшению с точки зрения оптимизации конструкции и рационализации допусков для предотвращения проблем, связанных с производством, таких как поломка инструмента и ошибки в размерах.
Планирование и программирование процесса: Мы разработаем точный план обработки, учитывающий сложность изготавливаемой детали. Программисты создадут оптимальный, безстолкновительный код ЧПУ, обеспечивающий максимальную скорость обработки при сохранении точности — «мозг», управляющий процессом обработки.
Замкнутый цикл управления производством и качеством
Точная фиксация и внутристаночная проверка: Для надежной фиксации заготовки на этапе обработки используются высококачественные приспособления. Одновременно проводятся внутристаночные измерения для определения точных параметров детали, что приводит к повышению точности обработки.
Многопроцессная обработка и мониторинг в реальном времени: обрабатывающий центр с ЧПУ способен выполнять фрезерование, сверление, нарезание резьбы и многое другое с помощью программного обеспечения. Наша команда осуществляет мониторинг процесса резки в реальном времени, внося необходимые корректировки.
Полный контроль качества на всех этапах производства: начиная с момента предоставления первоначального образца и заканчивая отгрузкой последней партии, мы используем точные измерительные приборы, такие как координатно-измерительные машины, для проверки каждой детали, изготовленной на станке с ЧПУ. Каждая деталь проходит 100% контроль качества в соответствии с чертежами.
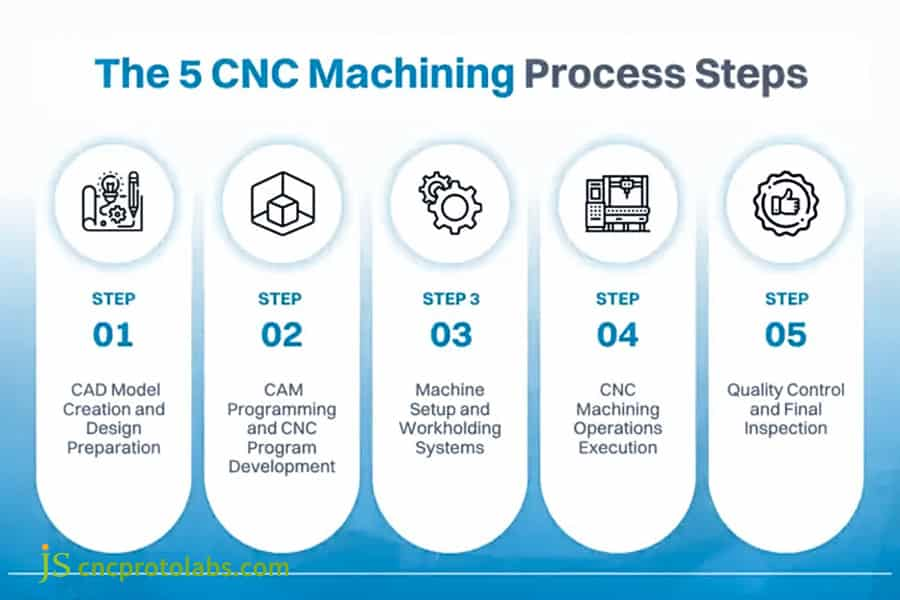
Рисунок 1. Процесс обработки на станках с ЧПУ начинается с систематизированного рабочего процесса, начиная с первоначального проектирования и заканчивая окончательной проверкой, что обеспечивает стабильное качество и точность размеров.
Как выбрать лучший металл для деталей, изготовленных на станке с ЧПУ?
Материал представляет собой «скелет и мускульную массу» детали . В металлообработке на станках с ЧПУ выбор материала, безусловно, является функциональным соображением, но он также напрямую связан со сложностью обработки и, в конечном итоге, со стоимостью. Выбор материала может стать ключом к успеху или неудаче проекта, поэтому необходимо сделать выбор, который отвечает как функциональным, так и практическим потребностям.
| Распространенные металлические материалы | Основные преимущества | Применение |
| Алюминиевый сплав | Легкий вес, простота обработки, умеренная стоимость | Корпуса электронных устройств, автомобильные запчасти |
| Титановый сплав | Высокая удельная прочность, хорошая биосовместимость | Аэрокосмические компоненты, медицинские имплантаты |
| Нержавеющая сталь 316 | Коррозионностойкий и прочный | Морское оборудование, медицинское оборудование |
Определение требований к материалам на основе сценариев применения.
- Соображения прочности и веса: Прочность и малый вес деталей аэрокосмической отрасли требуют использования титановых сплавов в качестве материала, тогда как корпус электроники может быть изготовлен из алюминиевых сплавов, поскольку он должен быть прочным, но при этом более легким.
- Требования к устойчивости к воздействию окружающей среды: для имплантатов медицинских устройств необходимы биосовместимые материалы, такие как нержавеющая сталь, сплавы титана; для морского оборудования требуются коррозионностойкие материалы, такие как нержавеющая сталь марки 316, поскольку морская среда является суровой.
Практические соображения, касающиеся производительности и стоимости обработки.
Различия в обрабатываемости: алюминиевые сплавы легко обрабатываются на высоких скоростях, тогда как сплавы инконеля требуют обработки на низких скоростях и с высокой мощностью, что приводит к увеличению износа инструмента и времени обработки.
Расчет общей стоимости: Вместо того чтобы рассматривать только себестоимость единицы материала, следует оценивать общие затраты. Например, немного более дорогой материал с лучшей обрабатываемостью может снизить конечную стоимость обработки на станке с ЧПУ .
Не уверены, какой металл подходит для вашей задачи? Опишите, пожалуйста, условия и требования вашего проекта, и мы предоставим вам бесплатное руководство по выбору металла для вашей задачи обработки на станке с ЧПУ.
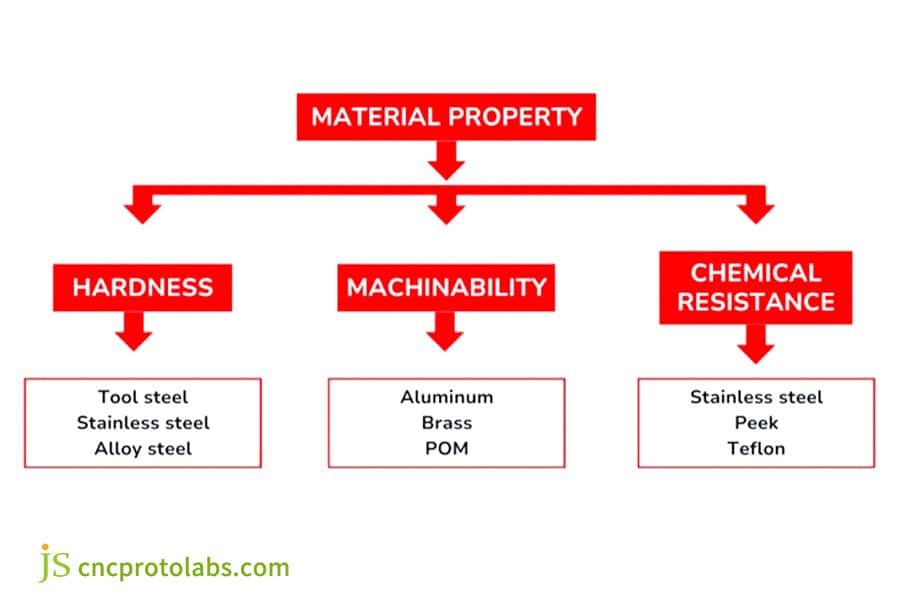
Рисунок 2. Факторы, влияющие на выбор металлических материалов для обработки на станках с ЧПУ.
Как оптимизировать конструкцию, чтобы раскрыть весь потенциал услуг обработки на станках с ЧПУ?
Хорошие дизайнеры проектируют с учетом функциональности и технологичности изготовления. Затем, следуя принципам DFM (проектирование для производства), ваш проект будет успешно реализован на станках с ЧПУ. Оптимизированный дизайн не только упрощает производственный процесс, но и повышает точность, снижает затраты и сокращает сроки поставки.
Золотые правила геометрического дизайна
- Внутренние углы и закругление инструмента: Не следует создавать слишком маленькие углы при внутренних скруглениях, их необходимо обрабатывать небольшими инструментами, которым не хватает жесткости для качественной работы. Желательно, чтобы углы максимально точно соответствовали радиусу инструмента.
- Соотношение сторон и жесткость: глубокие отверстия и высокие боковые грани создают трудности с обеспечением жесткости, что приводит к некачественной поверхности и большим погрешностям в размерах. Необходимо обеспечить, чтобы соотношение сторон элементов находилось в разумном диапазоне для обеспечения хорошей производительности обработки.
Проектирование с учетом точности и сборки.
- Четкая базовая система: На этапе проектирования необходимо разработать четкую базовую систему для обработки и контроля, чтобы упростить процесс обработки и обеспечить правильное позиционирование деталей, обрабатываемых на станках с ЧПУ .
- Стандартизация/упрощение : Стандартизация размеров сверл позволяет обеспечить возможность зажима одинаковых элементов. Сокращение количества зажимов снижает вероятность ошибок и, следовательно, уменьшает стоимость услуг по обработке на станках с ЧПУ.
Как добиться существенной экономии средств за счет профессиональных услуг по обработке на станках с ЧПУ?
Контроль над ценами на обработку на станках с ЧПУ заключается не в слепом занижении цен, а в оптимизации каждого звена затрат посредством научно обоснованного принятия решений. Таким образом, можно снизить затраты, обеспечив при этом улучшение или сохранение прежнего уровня качества.
Пагубное влияние на этап проектирования.
Рационализация допусков: Чрезмерно жесткие допуски экспоненциально увеличивают затраты на механическую обработку и контроль качества. Указывайте жесткие допуски только для ключевых характеристик — и наша группа готова помочь вам с определением необходимых допусков.
Проектирование с интеграцией деталей: Использование возможностей станков с ЧПУ для объединения различных деталей в единый компонент, что исключает необходимость сборки и снижает общую стоимость обработки на станках с ЧПУ.
Оптимизация процессов и производства
Интеллектуальное планирование производственных процессов: обеспечивая компромисс между скоростью резки и точностью, процессы черновой и чистовой обработки предлагают хороший баланс между производительностью и точностью.
Оптимизация пакетной обработки и планирования: более разумные объемы заказов и планирование производства снижают себестоимость единицы продукции. Мы предлагаем гибкие решения для пакетной обработки , от прототипирования до массового производства, чтобы помочь вам оптимизировать стоимость обработки на станках с ЧПУ.
Ищете способы сэкономить бюджет проекта? Мы хотим узнать о вашем бюджете и потребностях в оборудовании, и разработаем индивидуальные решения для экономии средств при выполнении ваших работ на станках с ЧПУ, не жертвуя при этом качеством.

Рисунок 3. В области обработки на станках с ЧПУ для предприятий, стремящихся сохранить конкурентоспособность, крайне важно оптимизировать экономическую эффективность, обеспечивая при этом высокое качество выпускаемой продукции.
Высокоточная обработка: как современный обрабатывающий центр с ЧПУ может обеспечить контроль траектории на микрометровом уровне?
Точность не является случайностью. Напротив, она основана на взаимодействии всех ключевых компонентов и систем в обрабатывающем центре с ЧПУ.
Подтверждение этому можно найти в авторитетных мировых стандартах, таких как ASME B5.54-2020 , в котором конкретно указаны параметры, связанные с точностью обработки на станках с ЧПУ, и обобщена ключевая роль, которую играет в этом аспекте точности взаимодействие ключевых компонентов. Точность на микронном уровне требует тщательной инженерной проработки и взаимодействия качественных компонентов.
Механическая конструкция и система привода
- Высокопрочная станина и линейный двигатель: Высококачественная конструкция станины из чугуна или гранита для наших обрабатывающих центров с ЧПУ обеспечивает устойчивость к деформациям при перемещении на высоких скоростях. Использование линейного двигателя исключает проблему люфта, присущую шариковым винтам.
- Контроль термической стабильности: Оснащен высококачественными системами охлаждения, которые отслеживают изменения температуры внутри станка и обрабатываемой детали. Уникальная технология компенсации устраняет последствия ошибок, связанных с тепловым расширением.
Системы ЧПУ и технологии обратной связи
- Усовершенствованная система ЧПУ с функцией предварительного планирования: система ЧПУ обрабатывает сложные коды на высокой скорости с функцией предварительного планирования. Она не останавливается на углах и не допускает перерезания материала во время работы.
- Система обратной связи с полной замкнутой цепью: благодаря линейному энкодеру обеспечивается обратная связь по позиционированию в реальном времени, что исключает ошибки механической передачи и позволяет поддерживать микронную точность обрабатывающего центра с ЧПУ на всех этапах процесса.
Требуется ли для вашего проекта высокая точность порядка микрон? Позвольте нашей команде технической поддержки рассказать вам о возможностях нашего высокоточного обрабатывающего центра с ЧПУ, способного удовлетворить ваши строгие требования к точности.
Как точно понять и оценить предложенную вам цену на обработку на станках с ЧПУ?
Подробное коммерческое предложение — это проверка профессионализма поставщика. Умение читать подробные предложения позволит вам принимать взвешенные деловые решения. Четкое и подробное предложение позволит избежать ненужных расходов и максимально эффективно использовать имеющиеся средства.
Элементы цитаты
- Подробная разбивка затрат: Профессиональная смета должна дополнительно разделить затраты на стоимость материалов, стоимость программирования, стоимость работы станочника и плату за услуги постобработки, такие как анодирование и гальваническое покрытие, чтобы вы могли четко видеть движение денежных средств.
- Пояснение к процессу и предположениям: В коммерческом предложении необходимо указать спецификацию процесса обработки и любые предположения, которые могут вызвать разногласия в будущем, например, предполагаемый размер партии в производственном цикле, чтобы обеспечить согласованность предположений между вами и поставщиком услуг по обработке на станках с ЧПУ .
Ключевые критерии оценки котировок
- Соотношение цены и качества: При сравнении конечной стоимости необходимо помнить, что следует также учитывать процессы обеспечения качества и предлагаемые технические решения. Иногда компании, взимающие немного более высокую плату, могут быть более надежными, и им следует отдавать предпочтение, чтобы избежать рисков, связанных с техническими недостатками или качеством.
- Долгосрочные факторы затрат: предпочтение будет отдаваться поставщикам с большей стабильностью и меньшим количеством дефектов. Меньшее количество дефектных деталей означает меньше доработок, меньшие потери материала и, в долгосрочной перспективе, может снизить общую стоимость обработки на станках с ЧПУ.
Пример из практики: Топологическая оптимизация в сочетании с высокоскоростным фрезерованием позволила снизить вес шарниров робота на 40% и увеличить скорость на 20%.
Испытание:
Одна из проблем, с которой мы столкнулись у ведущего производителя роботов, заключалась в том, что их традиционные шарнирные манипуляторы из литого алюминия, как правило, были слишком тяжелыми, что замедляло их динамическую реакцию и делало их прочность нестабильной из-за неоднородной структуры зерен.
Их целью было существенное снижение веса без потери жесткости, одновременно с повышением скорости и точности движений, что являлось ключевыми требованиями к их роботам следующего поколения.
JS Precision Solution
Команда JS Precision предложила двойной план инноваций в области проектирования и производства.
Во-первых, они использовали алгоритмы генеративного проектирования для создания облегченной конструкции, вдохновленной биомиметикой, с оптимальным распределением материала, уменьшением избыточной массы и оптимизацией областей концентрации напряжений.
Позже для пятиосевой высокоскоростной прецизионной обработки был использован высокопроизводительный обрабатывающий центр с ЧПУ. Использование заготовок из авиационного алюминия 7075-T6 позволило создать сложную внутреннюю и внешнюю облегченную конструкцию, обрабатываемую за одну установку, что позволило избежать проблем, связанных с литьем, и обеспечить стабильные свойства материала.
Количественные результаты
Результаты оказались весьма впечатляющими: вес шарниров робота уменьшился на 40%, нагрузка на робота значительно снизилась, а энергопотребление стало более эффективным, динамические характеристики улучшились на 20%, при этом более легкий робот обладал большей скоростью и маневренностью, цельная обработка полностью устранила проблемы литья, а ключевые поверхности сборки были обработаны с допусками IT7, что обеспечило простоту сборки и надежную работу.
Хотите добиться такого же успеха в своем проекте? Тогда поделитесь с нами своими целями по производительности деталей. Мы применим новейшие технологии обрабатывающих центров с ЧПУ для проектирования ваших деталей, изготовленных на станках с ЧПУ.

Рисунок 4. Многосуставной коллаборативный роботизированный манипулятор из алюминиевого сплава.
Почему JS Precision — ваш идеальный партнер для высокоскоростной и высокоточной обработки на станках с ЧПУ?
Выбирая поставщика, вы, по сути, выбираете его системные преимущества с точки зрения воплощения технологических обещаний в реальность. С нами вы можете ожидать гораздо большего, чем может предложить обычный поставщик оборудования для механической обработки. В JS Precision наш девиз — выступать в качестве ваших технологических партнеров на всех этапах, от разработки концепции до завершения проекта.
Техническая экспертиза и инженерная поддержка
- Инвестиции в оборудование и база данных технологических процессов: Мы вкладываем значительные средства в современный обрабатывающий центр с ЧПУ, оснащенный передовыми инструментами. Также у нас имеется обширная база данных параметров обработки труднообрабатываемых материалов, что обеспечивает стабильность процесса обработки.
- Профессиональная инженерная команда: С самого начала проекта для оказания технической поддержки нашим клиентам используется профессиональная инженерная команда. Мы хорошо знакомы с вашими потребностями и проблемами, что позволяет нам преобразовывать проектные решения в оптимизированные, пригодные для производства варианты.
Культура качества и обеспечение качества проектов
- Цифровая замкнутая система контроля качества: контроль качества полностью оцифрован. От моделирования в CAM-системе до итогового отчета можно отслеживать все этапы , и поэтому можно полностью полагаться на качество деталей, обработанных на станках с ЧПУ.
- Управление проектами: У каждого проекта есть свой менеджер проекта, который, что особенно важно, является единственным контактным лицом для надлежащего управления коммуникационными процессами и обеспечения выполнения задач на всех этапах, что позволяет постоянно отслеживать ход проекта.
Часто задаваемые вопросы
В1: Какую точность может обеспечить обработка на станках с ЧПУ?
Даже при традиционной обработке на станках с ЧПУ точность может достигать ±0,025 мм. Использование прецизионных станков с оптимизированными процессами позволяет достичь точности некоторых критически важных параметров ключевых элементов до ±0,005 мм, что значительно превышает требуемые стандарты.
В2: Что такое минимальный объем заказа (MOQ)?
У нас нет жесткого минимального объема заказа , что позволяет учитывать все возможные сценарии — от изготовления единичных прототипов до массового производства. Это обеспечивает высокую гибкость для научно-исследовательских проектов, а также удовлетворяет потребности массового производства.
В3: Сколько времени потребуется для получения ценового предложения после получения документов?
Как правило, при изготовлении стандартных деталей на станках с ЧПУ подготовка подробного коммерческого предложения занимает от 24 до 48 часов , и в него входит бесплатный анализ DFM (проектирование для технологичности производства), позволяющий улучшить конструкцию перед началом изготовления.
Вопрос 4: Какие методы обработки поверхности доступны?
Мы предоставляем различные услуги по обработке поверхностей, такие как анодирование, пескоструйная обработка, никелирование, пассивация и покраска. Мы можем порекомендовать наиболее подходящий вариант обработки, исходя из ваших предпочтений в отношении внешнего вида или потребностей в защите.
В5: Я хотел бы узнать, как я могу обеспечить конфиденциальность своих проектных чертежей.
Мы заключим с вами строгое соглашение о неразглашении конфиденциальной информации (NDA) и будем использовать систему шифрования для передачи и управления файлами, чтобы гарантировать, что ваши проектные чертежи не будут разглашены.
В6: Каков типичный цикл обработки?
Срок выполнения заказа зависит от сложности детали и количества заказанных изделий. Для прототипирования это обычно занимает 3-7 дней , но для серийного производства сроки будут определяться исходя из объема отдельных заказов. Мы приложим все усилия, чтобы соблюсти сроки выполнения заказа и сроки доставки.
В7: Вы предлагаете услуги по сборке?
Да, мы предлагаем не только услуги обработки на станках с ЧПУ, но и тестирование деталей, изготовленных на таких станках, что позволяет нам предоставлять комплексные производственные решения в соответствии с вашими требованиями.
В8: Можете ли вы оптимизировать мой проект, чтобы минимизировать затраты?
Разумеется, бесплатный DFM-анализ — одна из наших стандартных услуг. Наши инженеры оптимизируют вашу конструкцию с учетом производственных требований и, таким образом, снизят стоимость обработки на станках с ЧПУ без ущерба для функциональности детали.
Заключение
Обработка на станках с ЧПУ — это одновременно искусство и технология. Здесь акцент делается не только на экономичность и эффективность, но и на точность. Используя подходящие материалы, эффективные конструкции и знание технологических процессов, можно максимально эффективно применять услуги обработки на станках с ЧПУ.
Действуйте незамедлительно и ощутите профессиональную выгоду:
→ 【 Получите бесплатный анализ DFM 】 Загрузите свою 3D-модель, и наши инженеры предоставят вам профессиональные рекомендации по DFM и оптимизации затрат в течение 24 часов.
→【 Проконсультируйтесь с экспертом 】Поговорите с нашими инженерами по продажам о создании экономически эффективного решения для услуг по обработке на станках с ЧПУ.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com

