

Обработка блока цилиндров с ЧПУ является одной из наиболее важных частей промышленности, занимающейся автомобильной и строительной техникой. Центральной частью любого высокопроизводительного двигателя, стабильно работающего со скоростью тысячи оборотов в минуту, является блок цилиндров, который подвергается экстремальным термическим нагрузкам и механическим напряжениям.
Такие исключительные характеристики в таких суровых условиях могут быть достигнуты благодаря точности микронного уровня, обеспечиваемой обработкой блока цилиндров с ЧПУ. Понимание каждого шага от выбора материала до прецизионной обработки на станках с ЧПУ, будь то оптимизация массового производства или высокопроизводительная модификация, имеет решающее значение для обеспечения надежности и производительности двигателей.
В этом учебном пособии вы познакомитесь с секретами производства, от процессов обработки основных компонентов двигателя до контроля затрат, с целью помочь вам эффективно выполнить обработку блока двигателя.
Сводка ключевых ответов
| Аспекты | Основная информация | Ключевые преимущества | Значение приложения |
| Точность обработки | Контроль допуска диаметра цилиндра до ±0,008 мм , округлость ≤0,005 мм . | Обеспечивает высокую производительность и надежность двигателя благодаря прецизионной технологии ЧПУ. | Отвечает высоким требованиям высокопроизводительных спортивных автомобилей, коммерческого транспорта и т. д. |
| Выбор материала | Блоки цилиндров из алюминиевого сплава на 30–40 % легче чугунных, а теплопроводность более чем в 3 раза выше. | Обеспечивает облегчение, улучшение топливной экономичности и эффективности рассеивания тепла. | Подходит для облегченных сценариев, таких как легковые автомобили и транспортные средства на новых источниках энергии. |
| Контроль затрат | Снижает себестоимость единицы продукции до 35 долларов США за счет оптимизации процессов (например, слияния процессов). | Оптимизирует управление сроком службы инструмента и автоматизацию, сокращая скрытые расходы . | Помогает клиентам контролировать общие затраты, обеспечивая при этом качество. |
| Опыт обслуживания | JS Precision имеет 12-летний опыт работы и обслуживает более 300 отраслевых клиентов. | Предоставляет комплексные цифровые услуги: от проверки дизайна до онлайн-отслеживания. | Обеспечивает эффективную реализацию проектов, сокращая циклы поставок до 5-15 дней . |
JS Precision Manufacturing: авторитетное руководство JS Precision по прецизионной обработке блоков цилиндров
В течение последних 12 лет компания JS Precision активно участвовала в области обработки блоков цилиндров с ЧПУ, обслуживая более 300 клиентов из автомобильной, морской и строительной машиностроительной промышленности.
Мы обрабатываем блоки двигателей из алюминиевого сплава для спортивных автомобилей премиум-класса, используя технологию прецизионной обработки с ЧПУ, позволяющую контролировать допуски диаметра цилиндра в пределах ±0,008 мм, что намного превышает требования клиента в ±0,015 мм .
Такой уровень точности соответствует выводам углубленного исследования Общество инженеров автомобильной промышленности (SAE International) о взаимосвязи между геометрической точностью отверстия цилиндра высокопроизводительного двигателя и потерями на трение в соответствующих технических документах, что отражает прямое влияние точности обработки на производительность двигателя.
Что касается повышения эффективности, мы значительно увеличили производственные мощности наших клиентов за счет оптимизации процесса черновой обработки чугунных корпусов цилиндров, сократив время однократной обработки с 45 минут до 32 минут.
Наша команда по обработке с ЧПУ состоит из 15 сертифицированных инженеров со средним опытом работы более 8 лет каждый и может справиться даже со сложными задачами обработки. Это краткое изложение руководства было получено на основе тысячного опыта в проектах механической обработки, каждый пункт проверен на практике и может быть использован с уверенностью.
Если вам нужны услуги высокоточной обработки блоков цилиндров с ЧПУ, JS Precision может предложить индивидуальное решение, сопровождающее весь процесс, от анализа чертежей до поставки продукции. Свяжитесь с нами сейчас, чтобы получить бесплатную оценку процесса, которая поможет вам снизить риски обработки.
Каковы основные процессы прецизионной обработки блоков цилиндров с ЧПУ?
Поняв возможности JS Precision, давайте посмотрим на основные процессы прецизионной обработки блоков цилиндров с ЧПУ, каждый шаг которых влияет на конечное качество.
Основной процесс обработки
- Позиционирование заготовки: после проверки допуска с помощью 3D-сканирования он фиксируется с помощью специализированного инструмента с погрешностью позиционирования ≤0,02 мм.
- Черновая обработка: большая часть припуска удаляется инструментами из быстрорежущей стали, обрабатывая внешний контур и нижнюю поверхность, контролируя при этом скорость резания во избежание перегрева.
- Получистовая обработка: замените твердосплавными инструментами для обработки отверстий цилиндров и т. д., оставив припуск на чистовую обработку 0,1–0,2 мм .
- Чистовая обработка: высокоточные инструменты с технологией прецизионной обработки с ЧПУ обеспечивают высочайшую точность размеров и чистоту поверхности.
Ключевые особенности обработки
- Растачивание и хонингование отверстия цилиндра: регулируемые расточные инструменты обеспечивают допуск по диаметру, хонинговальные головки с несколькими маслами обеспечивают шероховатость поверхности с Ra 0,4-0,8 мкм и перекрестную штриховку.
- Обработка картера: Горизонтальные станки с ЧПУ выполняют однократную обработку отверстий коренных подшипников с погрешностью соосности ≤0,005 мм.
- Обработка водяной рубашки и масляных каналов: сверла для глубоких отверстий имеют водяное охлаждение, чтобы избежать засорения масляных каналов, а фрезы для полостей обеспечивают гладкие каналы для потока масла в водяных рубашках.
Ядро точного управления
- Компенсация термической деформации: благодаря датчику температуры станок автоматически меняет траекторию движения инструмента, если разница температур превышает ±2 ℃.
- Единая база данных. Нижнюю поверхность блока цилиндров и два установочных отверстия следует использовать в качестве единой базы данных, чтобы предотвратить частые изменения базовых данных и ошибки продукта.
- Онлайн-измерения: размеры проверяются с помощью датчиков после ключевых процессов, таких как проверка диаметра и круглости после обработки отверстия цилиндра.
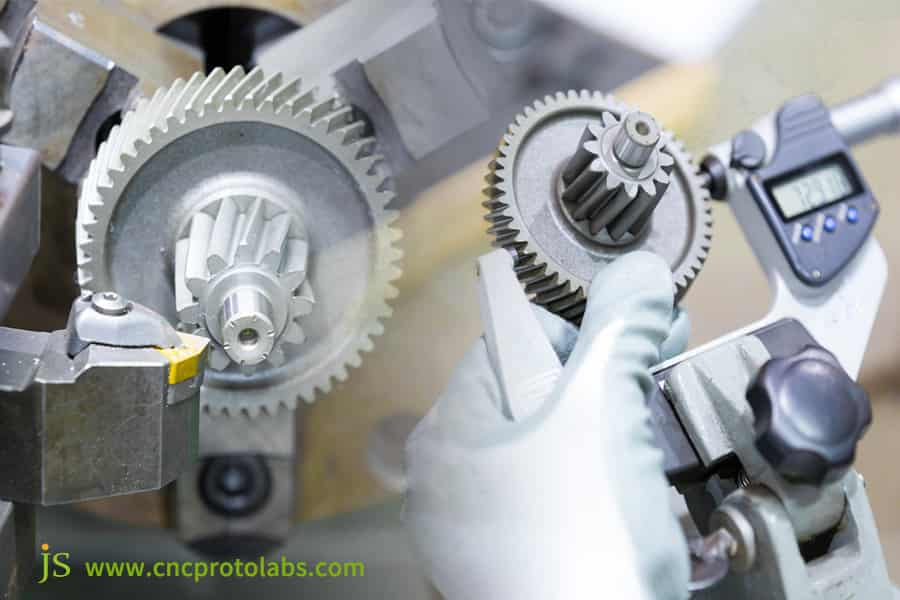
Рисунок 1. Обработка на станках с ЧПУ обеспечивает жесткие допуски до ±0,0025 мм для компонентов двигателя. Такая точность гарантирует лучшую производительность и долговечность таких важных деталей, как головки цилиндров.
Как выбрать оптимальную оснастку для обработки блоков цилиндров с ЧПУ для различных материалов?
После освоения процесса механической обработки осуществляется выбор Инструмент для обработки блока цилиндров с ЧПУ имеет решающее значение, поскольку оно напрямую влияет на эффективность и точность. Для каждого материала требуется свое решение в области оснастки.
Выбор материала инструмента:
- Инструменты из PCD: твердость ≥ HV8000, очень хорошая износостойкость, обработка алюминиевого сплава, срок службы в 5-8 раз дольше, чем у цементированного карбида, сохранение шероховатости поверхности.
- Керамические инструменты: подходят для обработки чугуна, устойчивы к высоким температурам ≥1200 ℃, скорость резания на 30–50 % выше, чем у твердого сплава, что повышает эффективность черновой обработки.
Специализированные инструментальные решения:
- Инструмент для растачивания цилиндров: модульная конструкция для легкой замены пластин, выбор пластины в зависимости от материала, с механизмом точной настройки с точностью до 0,001 мм .
- Торцевая фреза: несколько равномерно расположенных канавок уменьшают силу резания, подходит для верхней и нижней поверхностей блока цилиндров, с погрешностью плоскостности ≤0,01 мм.
- Сверло для глубоких отверстий: конструкция внутреннего охлаждения снижает температуру резания, длинная направляющая обеспечивает прямолинейность отверстия и предотвращает смещение масляных каналов.
Оптимизация параметров обработки:
- Мы оптимизируем базу данных для скорости резания и подачи различных материалов блоков цилиндров с ЧПУ: скорость резания серого чугуна 80-120 м/мин, скорость подачи 0,15-0,2 мм/об, скорость резания алюминиевого сплава 300-500 м/мин, скорость подачи 0,2-0,3 мм/об.
В JS Precision работает профессиональная группа по подбору инструментов для обработки блоков цилиндров с ЧПУ, которая порекомендует лучшее инструментальное решение для вашего блока цилиндров и требований к обработке. Кроме того, они могут поддерживать оптимизацию параметров. Все эти факторы делают выбор в пользу нас достойным внимания, поскольку мы экономим затраты на инструменты и одновременно повышаем эффективность обработки.
Какие материалы блока двигателя с ЧПУ обеспечивают наилучшие характеристики и долговечность?
Помимо выбора режущего инструмента, Материалы блока двигателя с ЧПУ Выбор является обязательным, поскольку от него зависит производительность двигателя и его долговечность. Сценарий применения должен стать основой для выбора.
| Тип материала | Прочность (МПа) | Износостойкость | Характеристики гашения вибрации | Эффект облегчения | Применимые сценарии |
| Серый чугун | 200-300 | Хороший | Отличный | Бедный | Коммерческие грузовики, двигатели для сельскохозяйственной техники. |
| Ковкий чугун | 400-600 | Отличный | Хороший | Удовлетворительно Плохо | Тяжелые грузовики, двигатели строительной техники. |
| Алюминиевый сплав | 250-400 | Середина | Средний | Хорошо (на 30–40 % легче чугуна) | Легковой автомобиль, двигатели спортивных автомобилей. |
| Магний-алюминиевый сплав | 300-500 | Середина | Средний | Отлично (на 15–20 % легче, чем из алюминиевого сплава) | Высококлассный спортивный автомобиль, двигатели транспортных средств на новой энергии. |
Характеристики чугунного материала:
Серый чугун демонстрирует превосходное гашение вибрации и снижение шума , а также хорошую износостойкость, что делает его пригодным для коммерческих грузовых автомобилей, однако он имеет большой вес, что увеличивает расход топлива.
В ковком чугуне наблюдается увеличение прочности более чем на 50 % по сравнению с серым чугуном, а также лучшая износостойкость, поэтому он пригоден для тяжелых нагрузок, однако его вес все же выше, чем у алюминиевых сплавов.
Преимущества алюминиевых сплавов:
Он легкий (на 30–40 %) с очень хорошей теплопроводностью (в 3+ раза выше, чем у чугуна), что помогает улучшить экономию топлива и рассеивание тепла. Мы повышаем прочность алюминиевых сплавов за счет термообработки Т6 или добавления кремния и магния.
Тенденции в области композитных материалов:
Магниево-алюминиевые сплавы на 15-20% легче обычных алюминиевых сплавов и имеют аналогичную прочность. Они подходят для спортивных автомобилей высокого класса и транспортных средств на новых источниках энергии.
Композиционные материалы на основе металлов, такие как карбид кремния на основе алюминия, обладают хорошей износостойкостью и устойчивостью к высоким температурам и подходят для гильз цилиндров. Применение в высокотехнологичных областях растет.
Каковы технические ключи к успеху при обработке головок цилиндров на станках с ЧПУ?
После обработки блока цилиндров двигателя Обработка головок цилиндров на станке с ЧПУ также имеют решающее значение, а качество обработки влияет на эффективность сгорания и надежность двигателя.
Обработка камеры сгорания:
Ошибка формы > 0,05 мм легко приводит к неполному сгоранию, а Ra > 1,6 мкм легко приводит к накоплению углерода. 5-осевое фрезерование с ЧПУ + чистовое фрезерование обеспечивает Ra ≤ 0,8 мкм и точность формы.
Седла и направляющие клапанов:
Погрешность соосности седла клапана не должна превышать 0,01 мм, в противном случае возникнет проблема плохой герметизации. Посадочный зазор между направляющей и клапаном: 0,02-0,04 мм. При неправильном использовании легко может возникнуть утечка воздуха или застревание. Для позиционирования мы используем специальные инструменты. Сначала обрабатываем направляющее отверстие, запрессовываем посадочное место, затем развертываем.
Охлаждение при обработке с водяной рубашкой:
Проточный канал водяной рубашки охлаждения сложный, заусенцы или сколы легко могут привести к перегреву двигателя. Мы используем специальную фрезу для полостей для выполнения многоступенчатого фрезерования во избежание деформации, а также промывку под высоким давлением ≥5 МПа + эндоскопическую проверку чистоты.
Благодаря многолетнему опыту обработки головок цилиндров на станках с ЧПУ компания JS Precision обеспечивает наиболее точную обработку критически важных деталей, таких как камеры сгорания и седла клапанов. Если вам требуется полный комплекс услуг по механической обработке блоков цилиндров и головок цилиндров, выберите нас для точного подбора и улучшения общих характеристик двигателя.
Какие факторы действительно влияют на стоимость обработки блока цилиндров с ЧПУ?
Мы обсудили технологию, и на стоимость обработки блока цилиндров с ЧПУ влияет множество факторов. Понимание этих факторов позволяет оптимизировать их, тем самым снижая затраты, сохраняя при этом качество.
Анализ структуры затрат:
| Состав затрат | Процент (%) | Объяснение |
| Амортизация оборудования | 25-30 | В основном амортизация станков с ЧПУ, затраты на амортизацию высокоточных станков выше. |
| Расход инструмента | 15-20 | В зависимости от используемого материала расход инструмента находится в порядке от большего к меньшему, например, обработка чугуна, обработка алюминиевых сплавов. |
| Затраты на рабочую силу | 20-25 | Включает заработную плату программистов, операторов и контролеров качества. Сложная обработка требует высококвалифицированных рабочих. |
| Энергопотребление | 5-10 | В основном энергопотребление приходится на станки с ЧПУ и вспомогательное оборудование. Чем дольше работает станок, тем выше энергопотребление. |
| Другие | 10-15 | Включает потери сырья, охлаждающей жидкости, аренду площадки и т. д. |
К основным статьям затрат относятся амортизация оборудования, затраты на оплату труда и расход инструмента. По оценкам, на их долю приходится более 60%. В процессе механической обработки блока цилиндров из алюминиевого сплава, например, общая стоимость составляет около 230-330 долларов , причем более 70% приходится на первые три позиции.
Потенциал оптимизации:
Оптимизация процесса: объединение процессов может сократить время обработки. Управление сроком службы инструмента. Своевременная замена инструментов позволяет избежать потери заготовок. Автоматизация: снижает затраты на рабочую силу и улучшает использование оборудования.
Инжиниринг стоимости:
Упрощение сложных конструкций в конструкции и устранение труднообрабатываемых деталей, таких как глубокие отверстия или узкие щели. Пример: после регулировки глубокого отверстия в блоке цилиндров определенного клиента процесс обработки был сокращен на 40 %, что привело к снижению затрат на 35 долларов США. Стоимость обработки блока двигателя на станке с ЧПУ .

Рисунок 2. Автоматический вертикальный хонинговальный станок с ЧПУ и системой автоматизации «от отверстия до отверстия».
Каковы основные рекомендации по проектированию деталей двигателя, обрабатываемых на станках с ЧПУ?
Раннее проектирование для снижения затрат на обработку очень важно, поэтому при проектировании деталей двигателя, обрабатываемых на станках с ЧПУ, необходимо соблюдать следующие правила, чтобы обеспечить технологичность и экономичность.
Рекомендации по структурному проектированию
- Равномерность толщины стенок: Толщина стенок колеблется от 2 до 5 мм. Максимальная разница должна составлять ≤3 мм, чтобы избежать деформации при механической обработке.
- Переход с закругленными углами: Радиус углов не должен быть менее 2 мм , чтобы избежать трудностей обработки под прямым углом и концентрации напряжений.
- Гарантия жесткости: ребра усиливают слабые места, предотвращая проблемы с вибрацией при обработке, которые могут повлиять на точность.
Соображения технологичности
- Доступность обрабатываемости: Инструмент должен достигать всех обрабатываемых поверхностей. По возможности избегайте закрытых полостей или глубоких канавок с отношением глубины к диаметру более 5, поскольку для этого могут потребоваться специальные инструменты и более высокие затраты.
- Проектирование опорной точки: четко определите опорную точку позиционирования и надежно зафиксируйте ее, старайтесь не менять опорные точки часто, например, два позиционирующих отверстия с нижней поверхностью.
- Проверка пересечения инструментов: смоделируйте траекторию инструмента после проектирования и заранее измените любые конструкции, которые могут мешать.
Допуск дизайн
- В зависимости от функции назначается соответствующий допуск. Например, допуск отверстия цилиндра должен контролироваться в пределах ±0,01 мм, а сбоку его можно ослабить до ±0,1 мм. Мы дадим разумные предложения по толерантности.
JS Precision предлагает вам консультации по проектированию деталей вашего двигателя, обрабатываемых на станках с ЧПУ, что поможет вам оптимизировать конструкцию и улучшить технологичность. Если у вас есть проектные чертежи, наши инженеры проведут бесплатную проверку процесса, чтобы убедиться, что конструкция пригодна для механической обработки, и снизить последующие затраты.

Рисунок 3. По возможности избегайте острых внутренних углов. Поскольку все сверла с ЧПУ имеют круглую форму, добиться острых внутренних углов сложно.
Как эффективно внедрить онлайн-обработку блоков цилиндров с ЧПУ?
Поскольку в последние годы широко распространена цифровизация, Обработка с ЧПУ онлайн Если оно будет эффективно реализовано на практике, оно будет во многом способствовать повышению эффективности. JS Precision реализовала полную цифровизацию процессов и предлагает удобные онлайн-сервисы.
Цифровой процесс:
Вам нужно только загрузить свои чертежи и технические требования через онлайн-платформу, система автоматически предложит предварительное предложение. Подробный план и расценки будут предоставлены инженерами в течение 24 часов. После подтверждения отслеживайте производственный процесс в режиме реального времени.
Удаленное сотрудничество:
Модификация процесса подтверждается посредством общения между инженерами в режиме реального времени , когда при обработке возникают какие-либо проблемы. Например, проблема с обработкой водяной рубашки блока цилиндров для зарубежного заказчика была решена в течение 3 дней.
Интеллектуальный мониторинг:
На каждом станке с ЧПУ установлены датчики для контроля силы резания, температуры и износа инструмента. Предупреждения выдаются автоматически при возникновении каких-либо аномалий. Реализован сбор, анализ и оптимизация данных. Например, регулировка параметров повысила эффективность определенного станка на 15%.
Практический пример: снижение веса на 25 % и увеличение мощности на 15 % за счет прецизионной обработки с ЧПУ
Обсудив теорию, мы теперь продемонстрируем на практическом примере ценность, которую может принести прецизионная обработка с ЧПУ. Ниже приведен практический пример того, как мы решили проблему снижения веса и повышения производительности для производителя высокопроизводительных двигателей.
Задача клиента
Заказчик производит высокопроизводительные двигатели для спортивных автомобилей. По этой причине заказчику необходим легкий блок цилиндров повышенной мощности при сохранении надежности двигателя.
Они нацелены на снижение веса блока цилиндров более чем на 20 % , сравнивая с оригинальной чугунной конструкцией весом 45 кг и мощностью 350 лошадей, при этом добившись увеличения мощности более чем на 10 % , пройдя 500 часов стендовых испытаний — текущий отраслевой стандарт составляет 400 часов.
Наше решение
Прежде всего, мы рекомендуем сменить материал с чугуна на высокопрочный алюминиевый сплав-сплав Al-Si-Mg, прочность которого составляет 350МПа, что на 20% выше, чем у обычного алюминиевого сплава, и на 35% легче, чем у чугуна.
Далее предстоит оптимизировать конструкцию блока цилиндров: исключить лишнюю толщину стенок, уменьшить толщину стенок с 8 мм до 5 мм, установить в слабых местах ребра жесткости для обеспечения жесткости.
Используется технология прецизионной обработки с ЧПУ: 5-осевой станок с ЧПУ для обработки камеры сгорания для поддержания точности формы, инструменты PCD для обработки отверстий цилиндров с допуском ± 0,008 мм для уменьшения трения, блок цилиндров подвергается термообработке Т6 для повышения прочности и устойчивости к износу.
Успешные выступления
- В конечном итоге вес баллона был снижен с 45 кг до 33,75 кг, что представляет собой снижение на 25%.
- Мощность двигателя была увеличена до 392,5 лошадиных сил, увеличение на 15%.
- Расход топлива снизился на 8% с 12 л/100 км до 11,04 л/100 км.
- Стендовые испытания показали 500 часов непрерывной работы без сбоев, а износ цилиндров достиг всего 0,002 мм, что намного ниже отраслевого стандарта в 0,005 мм.
- Заказчик остался доволен и разместил заказ на 300 блоков цилиндров.
В JS Precision мы делаем все возможное в решении сложных потребностей клиентов с помощью Прецизионная обработка с ЧПУ технология. Будь то снижение веса или повышение производительности, мы можем предложить вам индивидуальное решение. Это один из многих успешных проектов, за которые мы взялись. Выберите нас, и ваш проект двигателя также может стать прорывом.

Рисунок 4. Алюминиевый блок цилиндров двигателя с ЧПУ.
Как начать свой проект двигателя с помощью наших онлайн-услуг по обработке с ЧПУ?
Если вы хотите начать проект двигателя, не суетитесь — процесс использования нашего онлайн-сервиса обработки с ЧПУ довольно прост, следуйте ему, чтобы приступить к работе.
Шаг 1. Технические требования . Подробная информация о чертежах должна быть предоставлена в CAD, STEP или любом другом поддерживаемом формате и должна включать технические характеристики, такие как допуски на размеры, шероховатость поверхности, материал и целевую стоимость. Пожалуйста, не стесняйтесь обращаться к нам за предложениями по дизайну, если ваши чертежи неполны.
Шаг 2: Обзор схемы процесса . Ваши требования будут получены, профессионально проанализированы и реализованы нашей командой инженеров в течение 24 часов, включая оценку процесса, рекомендации по инструментам и оценку стоимости. Мы предоставим предлагаемое решение и при необходимости подтвердим любые изменения с помощью вашего отзыва.
Шаг 3: Подтверждение плана проекта . После подтверждения решения мы разработаем подробный план , в котором будут четко определены сроки закупки сырья, его обработки, проверки качества, времени доставки. Стандарты качества включают элементы тестирования и методы приемки, а также требования к доставке, такие как упаковка и способы транспортировки. Мы подпишем с вами договор, чтобы защитить ваши права.
Шаг 4: Производство и доставка . Производство будет осуществляться соответствующим образом, с проверкой качества на каждом этапе. По завершении предоставляется отчет о проверке качества. Товар будет доставлен в желаемое место согласованным способом, обеспечивая своевременную доставку.
Часто задаваемые вопросы
Вопрос 1: Каковы преимущества алюминиевых блоков цилиндров перед чугунными?
Блоки цилиндров из алюминиевого сплава легче чугунных, что способствует лучшей экономии топлива и динамике автомобиля. Кроме того, они имеют лучшую теплопроводность, что очень полезно для охлаждения двигателя и уменьшает проблемы локального перегрева.
Вопрос 2: Какие допуски могут быть достигнуты при обработке отверстий цилиндров?
Допуски на диаметр отверстия цилиндра контролируются в пределах ± 0,01 мм с помощью технологии прецизионной обработки с ЧПУ, округлость и цилиндричность могут быть менее 0,005 мм для удовлетворения высоких требований точности.
Вопрос 3: Как предотвратить деформацию во время обработки блока цилиндров?
Мы минимизируем деформацию блока цилиндров при обработке, оптимизируя схему его зажима во избежание чрезмерного зажима, контролируя параметры резки для снижения температуры резания, принимая стратегию симметричной обработки и выполняя все необходимые процессы снятия напряжений.
Вопрос 4: Какая обработка поверхности требуется для стенок цилиндров?
После хонингования стенок цилиндра обычно требуется шероховатость поверхности Ra 0,4–0,8 мкм для формирования равномерного рисунка штриховки . Рисунок, который сохранит масляную пленку и эффективно уменьшит трение между поршнем и стенкой цилиндра.
В5: Каковы типичные сроки обработки блока двигателя?
Обычно срок обработки блока двигателя составляет 5-15 рабочих дней. Точное время будет определяться сложностью блока цилиндров, технологическими требованиями и текущим графиком производства. Мы заранее сообщим вам точное время.
В6: Как обеспечить соосность отверстий коренных подшипников?
Мы используем специальный инструмент для фиксации блока цилиндров и можем обработать все отверстия коренных подшипников за один раз на горизонтальном станке с ЧПУ. Таким образом мы избегаем всевозможных ошибок из-за многократного зажима и обеспечиваем соосность отверстий коренных подшипников.
Вопрос 7: Как вы проводите термическую обработку блоков двигателя?
Мы используем правильную обработку , соответствующую материалу блока цилиндров, например, термообработку Т6 для алюминиевого сплава. Между тем, мы строго контролируем скорость нагрева, выдержки и охлаждения во время термообработки, чтобы минимизировать деформацию после обработки.
В8: Можете ли вы предоставить полный комплекс услуг по сборке двигателя?
Да, мы предоставить полное решение от изготовления деталей до сборки. В ходе сборки проводится несколько раундов испытаний, обеспечивающих соответствие сборки двигателей техническим требованиям и стандартам эксплуатации.
Краткое содержание
С самого начала обработка блоков цилиндров с ЧПУ выступает важной гарантией производительности и надежности, принимая во внимание весь процесс, включая концептуальное проектирование вплоть до проверки производительности.
Выберите JS Precision для своих потребностей в облегчении или высокой точности, и вместе мы разработаем решение, которое поможет эффективно реализовать ваши проекты. Давайте работать вместе и сделаем ваш дизайн высококонкурентным. Детали для обработки с ЧПУ .
Начните свой проект высокопроизводительного двигателя сегодня!
→ Нажмите, чтобы загрузить проект блока цилиндров и получить профессиональный анализ процесса и ценовое предложение.
→ Для более подробного обсуждения технических решений и возможностей сотрудничества свяжитесь с нашей командой специалистов по двигателям.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
JS Точность Команда
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

