

Imagine printing complex and strong metal parts like rocket nozzles or human bone implants directly from the design drawings in the computer. This is the change brought bymetal 3D printing.
But when you really want to use it, you will be confused by a bunch of abbreviations: DMLS, SLM, LPBF, SLS... Especially DMLS (direct metal laser sintering) and SLM (selective laser melting). The names sound very similar, the working principles are similar, and they are often confused, butthe key difference lies in the "S" (sintering) and "M" (melting).
SLM pursues the complete melting of metal powder into liquid and then solidification, while DMLS allows the powder to sinter and combine at high temperature, and it does not necessarily have to be completely melted.Don't underestimate this difference!It directly determines which metal materials we can choose, the performance of the parts made, and even the equipment cost we have to invest (the price difference can be doubled).
Therefore, understanding the core difference between these two technologies is the premise for you to effectively select processes, match materials, optimize designs, and give full play to the value of metaladditive manufacturing. The following clear comparison will lay the foundation for your decision.
Don't worry, this is where I help you figure it out. Before we get into the details,here's a quick table to show the core theoretical differences between the two:
| Attribute | DMLS (Direct Metal Laser Sintering) | SLM (Selective Laser Melting) |
| Core principle | Sintering: Laser heating of powder to near the melting point, where powder particles are combined through diffusion fusion in the solid/semi molten state. | Full Melting: The laser completely melts the powder into a liquid melt pool, which then solidifies into shape. |
| Applicable materials | Especially suitable for alloy powders such as Ti6Al4V titanium alloy and Inconel 718 nickel based alloy. | It is most suitable for single component metals such as pure titanium and pure aluminum, and is also widely used in alloys. |
| Typical microstructure | The structure where particles are connected by sintered necks. | Uniform and dense metallurgical bonding structure, close to castings. |
|
Technical association
|
It is closely related to the technological and trademark development of EOS GmbH. | Mainly derived from the technology of SLM Solutions and Fraunhofer Institute. |
|
Technical field
|
Both belong to the category of Laser Powder Bed Melting (LPBF) technology. | Both belong to the category of Laser Powder Bed Melting (LPBF) technology. |
Why Should You Trust This Guide? First-Hand Experience From The JS Team
Our team has been working in the metal 3D printing (mainly DMLS/SLM) industry for more than ten years, and has delivered thousands of parts used in key fields such asaerospace, medical, and energy.
These projects are not for show, they prove that we understand materials, can adjust equipment, and know how to handle printed things well, ensuring that the entire chain from your design to the parts you get is reliable.This solid technology is our professional confidence.
We are not just talking, we have all the international certifications such as ISO and NADCAP, and we have been investing in research and development. Our technical strength is recognized in the industry.
As Professor Jack Beuth of Carnegie Mellon often emphasizes, "In additive manufacturing, the process is the material." Our deep understanding of the process is reflected here.
Speaking of credibility, customers have trusted us for so many years, relying on ourultra-precision quality, and there are a large number of successful cases. Choosing to cooperate with us JS, you will get the real strength accumulated over more than ten years, the professional ability of the engineering team, the industry-recognized strength, and the quality assurance that we value most.
What Is LPBF? Unify All The Confusing "Official" Terms
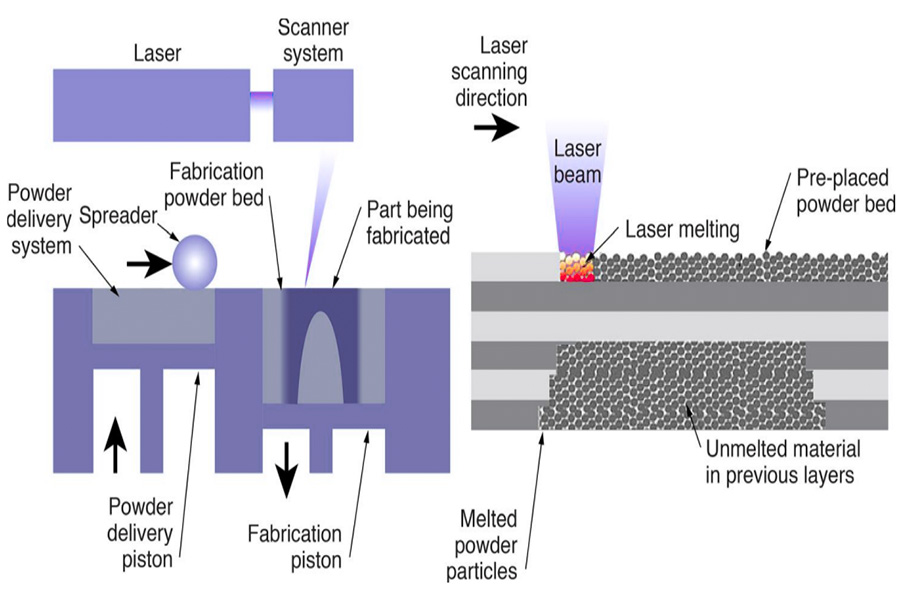
LPBF is the official standard name:LPBF (Laser Powder Bed Fusion) is the official unified name given to this type of metal 3D printing technology by international standard organizations such as ISO and ASTM. Remember this for sure.
DMLS and SLM are specific implementation methods:You may often hear DMLS (direct metal laser sintering) or SLM (selective laser melting), which are actually specific technical routes under the large category of LPBF. For example,LPBF is like the general term"car", while DMLS and SLM are the specific methods of making cars for different car brands (such as "Mercedes-Benz" and "BMW").
The industry is using LPBF in a unified way:Now, whether it is technical communication or project quotation, people are more and more inclined to directly use the standard term LPBF. This will avoid confusion and make it clear that we use lasers to melt metal powder layer by layer to make3D printing parts.
In-Depth Understanding Of DMLS: Born For High-Performance Alloys
People often ask me:Why is DMLS particularly good at processing those high-performance alloys?Let me explain in detail:
Core advantage: Born for "difficult" alloys
- DMLS (direct metal laser sintering) was first promoted by EOS. One of its key features is thatits "sintering" concept(although now it is more about melting) is naturally suitable for processing alloys with a particularly wide melting temperature range.
- Simply put, when these alloys change from liquid to solid, they are not so "anxious" to harden all at once, which leaves a more friendly window forlaser processingand reduces the risk of internal stress cracking. This is the fundamental reason why it can gain a foothold in extremely demanding fields such as aeroengine blades and medical implants.
Release design freedom and manufacture complex parts:
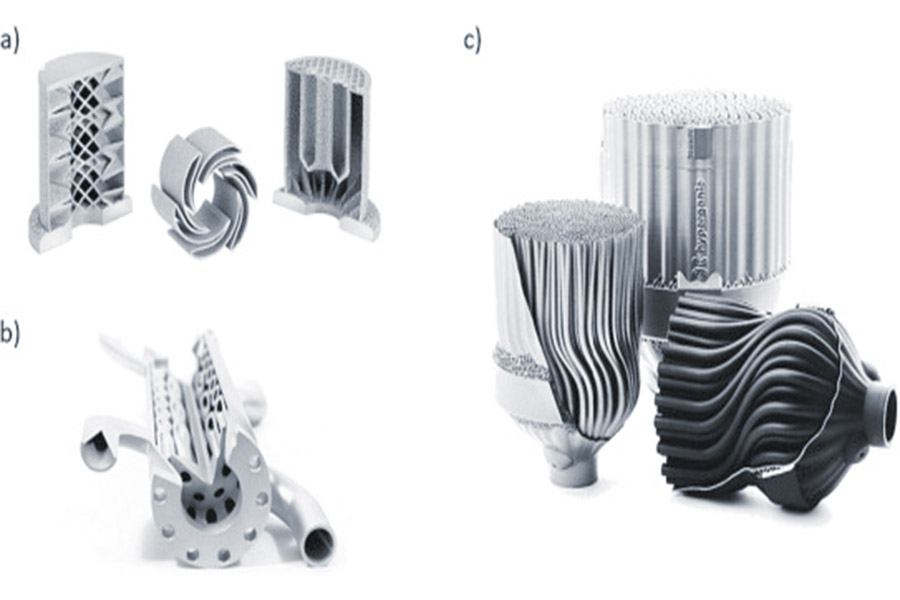
Because DMLS can stably process these high-performance materials, it allows us to manufacture complex structures that we never dared to think of before. For example, the maze-like cooling channels inside the parts, and the bionic lattice structure to reduce weight and ensure strength, these are difficult or even impossible to do with traditional processing (such asmillingand casting). In essence,DMLS is a powerful tool for producing such high-performance, high-complexity 3D printing parts.
Focus on high-tech fields:
You see that the application of DMLS is mainly concentrated in aerospace (high-temperature resistant turbine blades, lightweight brackets), medical (customized orthopedic implants with good biocompatibility, dentistry) and high-end tools (complex conformal cooling mold inserts) where material performance and structural complexity are strictly required.It solves the bottleneck problem of traditional manufacturing methods.
In-Depth SLM: Pure Metal Expert In Pursuit Of Extreme Density
Let me talk about one of the key technologies we use -Selective Laser Melting (SLM),especially in the pursuit of extreme density pure metal parts manufacturing.
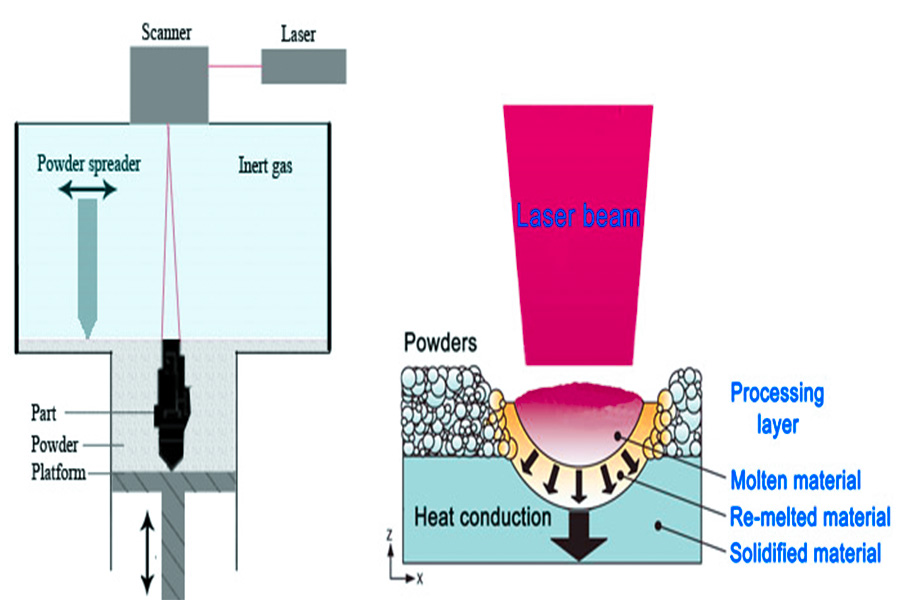
Clear goal: to create "solid" metal parts
The roots of SLM 3D Printing technology come from the Fraunhofer Institute in Germany. Its core idea is to usehigh-energy lasersto completely melt metal powders into liquid state, and then let them completely solidify. The biggest advantage of this is that the resulting metal parts have almost no pores andthe density can be close to 100%.
Performance on par with traditional processes:
Because SLM can melt the material so thoroughly and the structure is dense after cooling, the mechanical strength, toughness, conductivity and thermal conductivity of the parts produced can be as good as or even better than those produced by traditional methods (such as forging and casting). This is crucial for occasions thatrequire "pure" materialsand reliable performance.
Application scenarios: pure metals and high-performance requirements
This determines that SLM is particularly good at processing pure metals (such as pure copper and pure titanium) or alloys thatrequire materialsto be used to the extreme. Typical examples include pure copper electronic components and heat sinks that require ultra-high electrical/thermal conductivity, or parts in the aerospace field that have strict requirements on material density and strength.
"SLM 3D Printing technology is a metal 3D printing solution born for the pursuit of extreme density and performance. If you have such high-demand pure metal or high-performance alloy parts, please contact JS's professional team and let us help you turn your ideas into reality!"
Blurred Boundaries In The Real World: Why Are They So Similar Today?
DMLS and SLM sound similar, but what is the difference? The reality is that the line separating them is not as clear as it once was. Let me explain why:
Technology evolution, different paths to the same destination:
- In the early days, DMLS concentrated more on "sintering" (partial melting), while SLM aimed at "complete melting."
- But what about now? The technology came too fast. The commercialDMLS machinecan in fact fully melt the powder, and the SLM machine can also be used for processing a broad range of alloys with success. The core difference in theory has become very blurred on today's actual production line.
Names don't make it all:
Rather than be concerned with whether your name is SLM or DMLS, it is best topay attention to the hard metrics that actually impact your parts' quality:
- Equipment brand and performance:Each manufacturer's (e.g, EOS, SLM Solutions, Velo3D) equipment features various laser systems, powder spreading precision, and atmospheric control, which directly influence the outcome.
- The powder is the beginning:The quality, purity, particle size, and homogeneity of metal powder fundamentally determine the performance and defects of the final part.
- Parameter adjustment is the key:How to adjust parameters like laser power, scanning speed, scanning path, and layer thickness? Is it adjusted properly? This is directly linked to parts density, accuracy, and strength, andreflects the technical competitiveness of every company.
- Post-processing determines success or failure:Heat treatment to relieve stress, support removal with caution, and necessarysurface finish(such as sandblasting and polishing) are necessary in order to achieve the final performance standards.
The actual decision depends upon the requirements, not upon the labels:
So, now when choosing a technology route for a specific project, the focus is not "must be DMLS" or "must be SLM", but toclarify your performance requirements and budget, and then find a partner who can provide the best equipment and process combination. The key to successfulcustom 3D printingmanufacturing lies in the tangible factors listed above, not the technology label itself.
DMLS vs. SLS vs. Stereolithography: Stop Confusing!
I find that manypeople tend to confuse several 3D printing technologies with "S", especially DMLS, SLS and Stereolithography. Let me quickly sort out their core differences:
DMLS/SLM (Metal Powder Bed Fusion):
This is the technology we have been talking about before. The core is to melt metal powder with high-energy laser (usually power range 200W - 1kW+). Whether it is called DMLS or SLM, they are all solid metal parts, used in fields that require high strength, high temperature resistance or complex structures. Such as aerospace load-bearing parts or biocompatible implants.The core material is metal, and the functionality is equal to the traditional process.
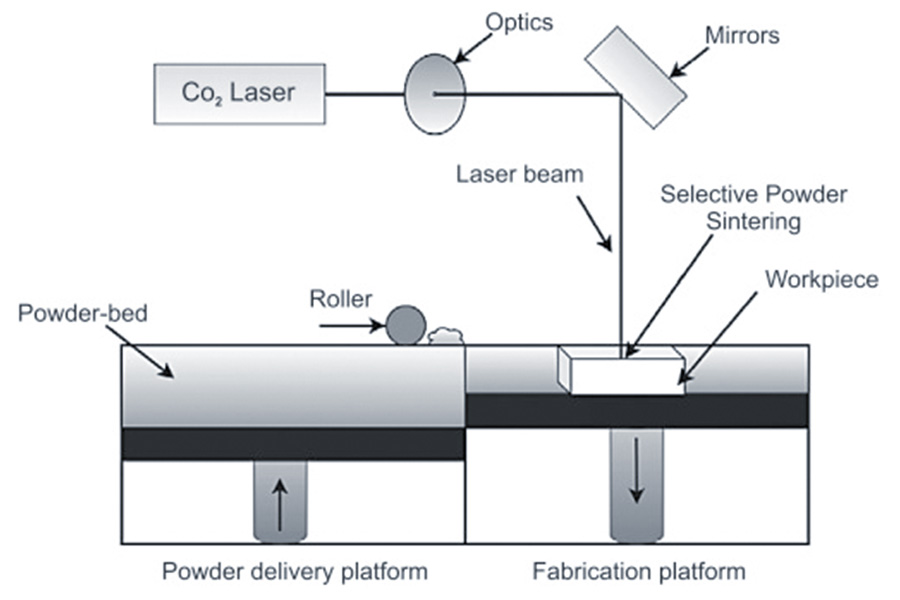
SLS (Selective Laser Sintering):
This "S" is alsolaser sintering, but it sinters plastic powder (the most common is nylon PA12/PA11),not metal!The laser melts the plastic powder particles' surface and welds them together. The parts made are plastic, and are often used to make functional prototypes, snap-on parts, durable housings (wall thickness > 1mm), etc. Don't confuse it with metal DMLS/SLM just because it has "sintering" in its name, the materials are fundamentally different!
Stereolithography (SLA, light curing):
This technology works completely differently!It uses liquid photosensitive resin as the material, and irradiates it layer by layer with ultraviolet laser (or light source) to make the resin undergo a chemical reaction and solidify. The parts made are high-precision and smooth, but the material is usually resin, and the mechanical properties and temperature resistance are not as good as metal or nylon.
Comparison of key technical indicators (typical values):
| Index | DMLS/SLM (Metal) | SLS (Plastic Powder) | SLA/DLP (resin) |
| Core materials | Metal powders (Ti, Al, steel, etc.) | Plastic powder (mainly nylon) | Liquid photosensitive resin |
| Typical layer thickness (μm) | 20 - 50 | 80 - 120 | 25 - 100 |
| Density of parts | > 99.5% | ~95-98% (porous) | ~100% (physical) |
| Typical tensile strength | Ti6Al4V: >1100 MPa | PA12: ~48 MPa | Standard resin: ~50-60 MPa |
| Necessity of post-processing | Necessary (heat treatment, support removal). | Usually requires (powder cleaning). | Must be cleaned and cured afterwards. |
| Main application areas | Functional terminal metal components. | Functional prototype, clip, shell. | Precision models, prototypes, dental. |
| Hot deformation temperature (HDT) | > 500°C (Ti) | PA12: ~150°C | Standard resin:~50 °C |
Data source: AMFG 2023 industry report average. Fraunhofer IAPT material test data (2024). Manufacturer material data sheet (EOS, Formlabs)
"Just remember: DMLS/SLM = high-performance metal components, SLS = functional plastic components, SLA = resin high-accuracy models. The key thing to remember when choosing which technology is to look at your materials, performance requirements and accuracy requirements. Require expert advice or reliable online3D printing services? Contact JS, we use data and process expertise to allow you to choose the right technology!"
DMLS vs. SLS vs. Stereolithography: Stop Confusing!
Let me describe a project that we are particularly proud of: developing a revolutionary heat exchanger for a top F1 team. This case describes most clearlyhow custom 3D printing manufacturing works around the bottle neck of traditional ways.
Harsh difficulties put on customers:
F1 cars are virtually demanding of weight reduction and performance in their quest. The team has to fit a heat exchanger into a very compact space. Not only should it be light, but it also requires an inner flow channel as complex as the human vascular system in order to dissipate the most efficient amount of heat. An inner structure so delicate and sealed off can simply not be machined and welded to produce with the traditionalCNC machining, and weight reduction is out of the question.
JS's technology choice:
LPBF is the ultimate: Faced with this challenge, our technical team opted forlaser powder bed fusion (LPBF) technologyimmediately. Why?
- Design freedom:We first utilized topology optimization software, just like one would biomimetic design, to optimize the best light structure and effective spiral internal cooling channels. That form is impossible with traditional approaches.
- Material:Aluminum alloy powder AlSi10Mg was selected. It is lightweight, has good heat conduction, and is strong enough, which makes it a fine material for use in racing parts.
- Manufacturing is impossible:LPBF alone is able to "print" a 0.5mm wall thickness in one piece, with internal channels as complicated as a maze, without the structure being compromised in any way, either for sealing or strength. It is a true one-off molding, nowelding, and no risk of leakage.
Breakthrough results:
The 3D printed parts we delivered, the heat exchanger core, brought a leap in performance:
| Performance index | Traditional CNC machining solutions | JS LPBF 3D printing solution | Increase amplitude |
| Part weight | Reference value (100%) | 60% | -40% |
| Heat dissipation efficiency | Reference value (100%) | 125% | +25% |
| Internal channel complexity | Simple straight channel | 3D Spiral/Biomimetic Channel | - |
| Key wall thickness | ≥ 1.2mm | ~0.5mm | About 58% thinner |
| Lead time | 8-10 weeks (including complex tooling). | 3-4 weeks | Shorten>50% |
Data source: Team's actual weight reduction data (2024 season). Team wind tunnel and bench test report.
"This case proves that LPBF technology can manufacture high-performance parts that are "impossible" to achieve with traditional methods. If you also have strict weight, space or performance requirements, please contact the JS engineering team and let us use 3D printing to help you turn extreme design into reality!"
How To Choose For Your Project? Practical Decision-Making Guide
Different 3D printing technology terminology bewilders customers. Don't worry! The key to choosing the right technology is not the labels such as DMLS or SLM, but to know what your project really needs. It's easy to work with us,you just need to pay attention to a few core questions:
- Where is the part used? What is the environment like? Tell me the working environment of this part: temperature, the force it needs to withstand, and the situation of contact with corrosiveness, which directly determines which material and process we should choose to be competent.
- What performance do you value most? Is it to reduce weight desperately? Pursue extreme strength? To withstand high temperatures? Or iscost control a priority? Different goals may lead to very different technical routes and material choices. Clear priorities can help us find the best balance.
- Does the part have particularly thin areas, complex internal channels, special-shaped surfaces or lightweight structures? These designs that cannot be handled by traditional processing (such as CNC andcasting) are precisely where 3D printing can show its strengths. The more complicated, the more obvious the advantages of 3D printing.
JS's role: You provide these key information, and the rest is left to our JS engineers. Based on your actual needs, we will:
- Accurately match the most suitable materials and equipment.
- Deeply optimize process parameters to ensure that part performance meets the standards.
- Provide clear and transparent3D printing priceand delivery cycle estimates.
You don't need to be an expert. Just make your needs clear and we can help you turn your ideas into reality efficiently and reliably.
Beyond Abbreviations: We Are Your Metal 3D Printing Engineering Partner
The key to the success of metal 3D printing is not whether you understand the theoretical differences behind the abbreviations such as DMLS or SLM, but whether there is an experienced engineering team that can really use these technologies well. This is the value of our JS:
We are your problem-solving partner:
Don't be confused by technical terms. Our value is to understand yourengineering challengesand then use the most appropriate metal 3D printing solution to solve it, no matter whether the machine is called DMLS, SLM or something else.
Provide professional support throughout the process: We are not just responsible for "printing". TheJS team provides end-to-end engineering services:
- Design optimization suggestions:Help you adjust the design so that the parts can not only be printed, but also have good performance and cost-effective.
- Material science control:Recommend the most matching metal powder according to your application scenario.
- Control of production links:Accurately set laser parameters and scanning strategies to ensure the melting quality of each layer.
- Fine finishing and landing:Heat treatment, support removal, surface treatment... Every step affects the final quality, and we handle it professionally.
- One-stop online service experience:From consultation to delivery, we provide efficient and transparent online 3d printing services. Submit requirements, get professional opinions, clarify 3d printing prices, and track progress. The process is clear and convenient, andprofessional supportis always online.
FAQ
Q1: So, which is better, DMLS or SLM?
- In fact,it depends on the part you need to process!Today, the performance of these two technologies in practical applications is very close, and both are classified under LPBF (Laser Powder Bed Fusion) technology.
- For users, the real question is: "Which service provider can provide the best LPBF solution for my specific part and application scenario?" This is the key to success or failure.
Q2: How strong are the components printed by DMLS/SLM?
- After our professional post-processing, their mechanical properties can usually reach or even exceed the level of castings of the same material,which is very close to forgings.
- But one thing to note: the strength of the printed parts may vary slightly in different directions (this is called "anisotropy"). This is completely under our control. By optimizing the printing direction and process parameters, we can ensure that the final part is strong enough in the direction you need it most.
Q3: Why is metal 3D printing so expensive?
The secret is understanding where the money is being spent:
- The core is that high-quality spherical metal powder is expensive, precision equipment investment is huge, printing takes a long time, and experienced engineers are required to optimize parameters and a lot of post-processing.
- But don't forget its unique value:it can make high-performance complex parts that traditional processes cannot make in one piece, saving mold opening fees, assembly parts, and even reducing weight and increasing efficiency. In the end, it depends on your specific needs!
Q4: What is the full name of DMLS?
DMLS stands forDirect Metal Laser Sintering. However, the current mainstream process actually completely melts the metal powder, which is different from the literal meaning of sintering.
Summary
Although the two termsDMLS and SLMoriginally represented different technical ideas, they are now classified as laser powder bed fusion (LPBF) technology. The difference between them is more the difference in names brought about by historical development and different manufacturers' brands. In actual printing effects and material properties, they are already very close. What really affects the quality and success rate of parts is the deep understanding andpractical experience required to operate these precision equipment. This is the key.
So why bother with these acronyms? Give us your specific challenges and designs!
- Upload your CAD filesto our secure and convenient online website.
- Our team of engineers will immediately analyze your design and accurately recommend the most suitable metal3D printing solutionbased on your actual needs (performance, materials, cost, delivery time).
- The fastest way to give you a clear and transparent 3D printing price! Want to know how much it costs to turn your ideas into reality?Upload now and find out immediately!

Disclaimer
The contents of this page are for informational purposes only.JS seriesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the Longsheng Network. It's the buyer's responsibilityRequire parts quotationIdentify specific requirements for these sections.Please contact us for more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyThis means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

